





Шнековый питатель-дозатор
Когда слышишь 'шнековый питатель-дозатор', первое, что приходит в голову — обычный винт, крутится себе и подаёт. Но на практике разница между удачной конструкцией и проблемной оказывается в мелочах, которые не всегда видны с первого взгляда. Многие думают, что главное — подобрать производительность, а на деле куда важнее, как поведёт себя шнек при изменении влажности материала или скачках напряжения.
Конструктивные особенности, которые не бросаются в глаза
Взять, к примеру, подшипниковые узлы. Казалось бы, стандартный узел — и всё. Но если поставить обычные подшипники без защиты от пыли, в условиях цементного производства они могут не протянуть и полугода. Приходилось сталкиваться, когда заказчик жаловался на частые остановки, а причина оказывалась в банальном попадании мелкодисперсной пыли.
Ещё один момент — выбор материала шнека. Нержавейка — не всегда панацея. Для некоторых абразивных материалов лучше подходит Hardox, хоть и дороже. Но если считать долгосрочную эксплуатацию, то переплата окупается за счёт снижения простоев на замену.
Кстати, о замене. Не все учитывают, что шнековый питатель-дозатор должен быть спроектирован так, чтобы техник мог добраться до привода без полной разборки. Помню случай на одном из заводов, где из-за неудачной компоновки для замены редуктора приходилось демонтировать половину конструкции — терялись сутки.
Проблемы калибровки и точности дозирования
Точность — это отдельная головная боль. Часто вижу, как системы настроены идеально на стенде, а на производстве начинаются отклонения. Вибрация, перепады температуры, даже неравномерная загрузка бункера влияют. Особенно капризны сыпучие материалы с переменной влажностью.
Однажды настраивали линию для подачи извести. В лаборатории всё работало стабильно, а в цехе погрешность достигала 5%. Оказалось, что из-за ночного перепада температур в бункере образовывался конденсат, материал слеживался. Пришлось добавлять систему аэрации и подогрев.
Современные контроллеры, конечно, помогают, но не решают всё. Важно, чтобы механика и электроника работали в связке. Например, частотные преобразователи хороши, но если сам шнек имеет мертвые зоны из-за неправильного шага витка — никакая электроника не спасёт.
Опыт внедрения в системах автоматизации
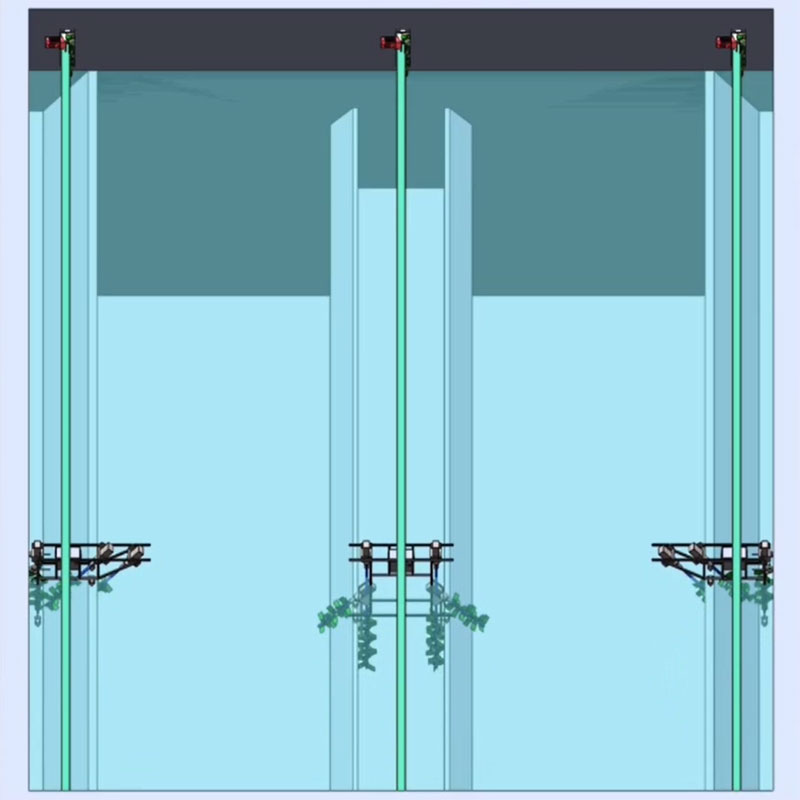
В автоматизированных линиях шнековый питатель-дозатор редко работает сам по себе. Чаще это часть сложного контура. Мы как-то интегрировали несколько таких дозаторов в систему взвешивания для производства сухих строительных смесей. Задача была — синхронизировать их работу с смесителями и упаковочными машинами.
Интересно получилось с обратной связью. Датчики загрузки на бункерах иногда срабатывали с задержкой, и дозатор успевал перегрузить линию. Пришлось настраивать каскадное управление с опережающими сигналами. Не идеально, но работает.
Кстати, о компании ООО 'Чэнду Жундэ Электромеханическое Оборудование' — они как раз предлагают комплексные решения для подобных задач. На их сайте https://www.cdroad.ru есть примеры внедрения в системах водоснабжения, где точность дозирования критична. Их подход к автоматизации управления учитывает подобные нюансы.
Типичные ошибки монтажа и обслуживания
Самая распространённая ошибка — неправильная центровка привода. Кажется, что полмиллиметра не играют роли, но при длительной эксплуатации это приводит к вибрациям и преждевременному износу. Лучше потратить лишний час на монтаж, чем потом менять вал.
Ещё забывают про заземление. Электростатика в сыпучих материалах — не миф, а реальная проблема. Особенно при работе с полимерами или мукой. Без proper grounding может накапливаться заряд, что влияет на точность датчиков и даже может вызвать возгорание.
Смазка — отдельная тема. Некоторые техники льют масло куда попало, не читая инструкцию. А для пищевых производств важно использовать только разрешённые смазки. Помню, на молочном заводе из-за неподходящей смазки пришлось останавливать линию на полную промывку — санитарные службы не пропустили.
Адаптация под специфичные материалы
Работа с клеями и вязкими составами — это особый вызов. Обычный шнековый питатель-дозатор здесь может не справиться. Нужны специальные решения — переменный шаг шнека, подогрев, иногда даже тефлоновое покрытие.
Для волокнистых материалов вроде древесной щепы или бумажной массы приходится completely пересматривать конструкцию. Обычные шнеки забиваются, нужны специальные разрыхлители и усиленные приводы.
Интересный опыт был с дозированием активированного угля в системах очистки воды. Материал абразивный, пыльный, и склонен к слёживанию. Пришлось комбинировать шнековый питатель с вибрационной воронкой и системой продувки. Компания ООО 'Чэнду Жундэ' как раз специализируется на таких комплексных решениях для экологических технологий, что видно по их проектам в области водоснабжения и канализации.
Перспективы и ограничения технологии
Шнековые дозаторы — технология не новая, но далеко не исчерпавшая потенциал. С появлением новых материалов и систем управления точность продолжает расти. Однако есть физические ограничения — для сверхмалых доз лучше подходят пневматические системы, для высокоскоростных — ленточные питатели.
Вижу тенденцию к интеллектуализации простых механизмов. Датчики износа, встроенная диагностика, прогнозирование обслуживания — это уже не фантастика. Хотя в России такие решения пока редки, в основном на импортном оборудовании.
Любопытно, что несмотря на все технологические новшества, базовые принципы работы шнека остаются неизменными со времён Архимеда. Простота — это и преимущество, и ограничение одновременно. Но для большинства задач в промышленной автоматизации шнековый питатель-дозатор остаётся оптимальным выбором по соотношению цена/надёжность/точность.
В целом, если подходить к выбору и эксплуатации без иллюзий, учитывая все подводные камни, шнековый дозатор может стать действительно надёжным узлом в производственной линии. Главное — не ожидать от него невозможного и вовремя обслуживать. Как показывает практика, большинство проблем возникает не из-за конструкции, а из-за попыток сэкономить на мелочах или неправильной эксплуатации.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
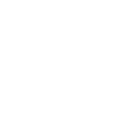
 Система дозирования на ленточных весах
Система дозирования на ленточных весах -
 Робот-уборщик AUTOMAN MAN-JSIII типа
Робот-уборщик AUTOMAN MAN-JSIII типа -
 Упаковочная машина для двойных дозирующих бочек
Упаковочная машина для двойных дозирующих бочек -
 Система точного дозирования лекарственных средств типа GPS-FT-I (порошкообразных)
Система точного дозирования лекарственных средств типа GPS-FT-I (порошкообразных) -
 Центральная система управления автоматизацией производства
Центральная система управления автоматизацией производства -
 Упаковочная машина для одиночных дозирующих бочек
Упаковочная машина для одиночных дозирующих бочек -
 Одномасштабная система дозирования одного сорта
Одномасштабная система дозирования одного сорта -
 Система точного дозирования лекарственных средств типа GPS-FT-II (порошкообразных)
Система точного дозирования лекарственных средств типа GPS-FT-II (порошкообразных) -
 Распределительный шкаф ИБП распределительная коробка
Распределительный шкаф ИБП распределительная коробка -
 Робот-уборщик AUTO MAN-PSI типа
Робот-уборщик AUTO MAN-PSI типа -
 Измеритель температуры
Измеритель температуры -
 Весы для упаковки в тонны
Весы для упаковки в тонны
Связанный поиск
Связанный поиск- Ведущий покупатель шкафов управления распределением электроэнергии
- Производитель высококачественных систем scada
- Высококачественные поставщики систем дозирования
- Высококачественные производители шкафов управления iot
- Цены на силовые распределительные шкафы
- Щит распределительный электрический
- Купить весы для упаковки гранул
- Цены на преобразователи давления для измерения
- Высококачественные производители встраиваемых распределительных коробок
- Крупнейшие покупатели приборов для измерения температуры