





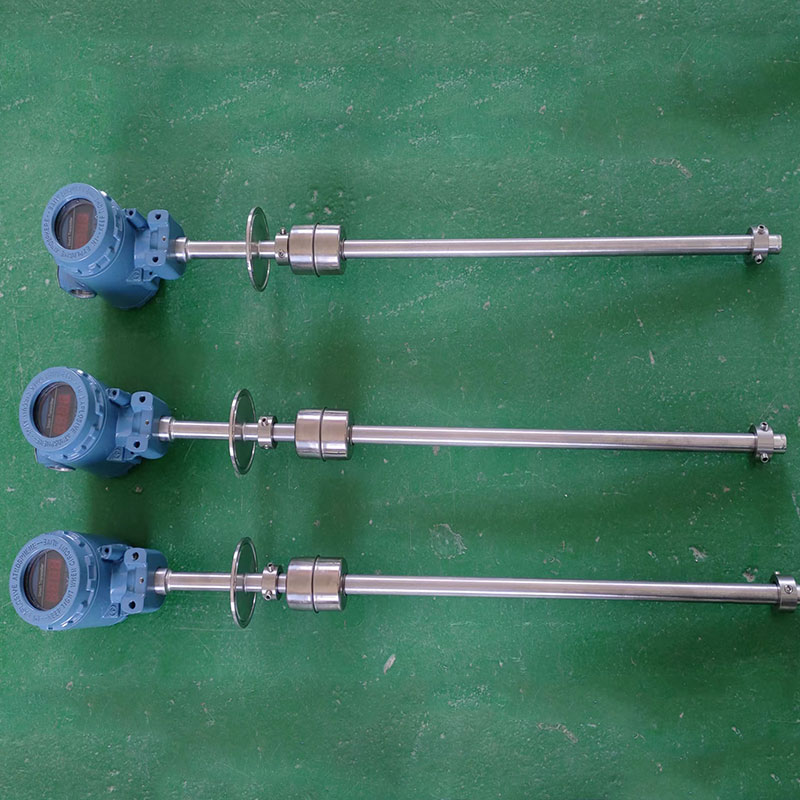
Ультразвуковой уровнемер в моноблочном исполнении
Вот этот самый моноблочный ультразвуковой уровнемер — многие до сих пор путают его с раздельной конструкцией, мол, зачем платить больше? А суть-то не в цене, а в том, что моноблок — это когда преобразователь и электроника в одном корпусе, без выносных блоков. И это не прихоть, а часто — единственный вариант для тесных помещений или вибронагруженных объектов. Помню, на цементном заводе в Красноярске пытались ставить раздельные модели — так на элеваторе из-за постоянной тряски кабельные соединения сыпались через месяц. Перешли на моноблок — и по сей день работают.
Где моноблок действительно незаменим
Если говорить про химические производства — там, где пространство вокруг емкостей ограничено обвязкой трубопроводов, моноблочное исполнение спасает. Не нужно тянуть метровые кабели через пол цеха, рискуя повредить изоляцию щелочами. Кстати, у ООО Чэнду Жундэ Электромеханическое Оборудование в этом плане удачные исполнения — компактные корпуса с поворотным кронштейном, что для ретрофита старых емкостей критично.
Еще нюанс — температурные перепады. В моноблоке датчик и процессор находятся в одном тепловом контуре, поэтому калибровка 'не уплывает' как у раздельных систем, где электроника может в отапливаемой будке, а преобразователь — на морозе. Проверял на спиртохранилище в Уфе: при -27°С погрешность не превышала 3 мм, хотя по паспорту допускалось 5.
Но есть и подводные камни — если моноблок выходит из строя, менять приходится весь модуль целиком. Хотя сейчас многие производители, включая тех, чьи решения поставляет cdroad.ru, делают модульную компоновку внутри — можно заменить плату обработки сигналов без демонтажа всего прибора.
Ошибки монтажа, которые дорого обходятся
Самое частое — установка прямо над мешалкой. Ультразвук отражается от турбулентной поверхности, и показания скачут как сумасшедшие. Приходилось переставлять на 30 см от центра — сразу стабилизировалось. Еще история с заводом ЖБИ в Новосибирске — там смонтировали уровнемер над загрузочной воронкой, не учли угол раскрыва диаграммы. Прибор 'видел' стенки воронки, показывая постоянное 80% заполнения. Сместили на 15 см — проблема ушла.
Зона нечувствительности — про нее часто забывают. В моноблочных исполнениях она обычно больше из-за конструктивных особенностей. Для емкостей высотой менее метра это может быть критично — фактически теряем 20-30 см от верха. В таких случаях лучше брать модели с программным смещением нуля, но это уже дополнительные настройки.
Крепление — кажется мелочью, но именно из-за вибраций сорвалась одна из наших первых установок на компрессорной станции. Стандартный кронштейн не гасил низкочастотные колебания, пришлось разрабатывать демпфирующую прокладку. Сейчас в документации ООО Чэнду Жундэ на это отдельно указывают, но тогда учились на своих ошибках.
Калибровка в полевых условиях — не по учебнику
В паспортах пишут 'установить нулевое значение при пустой емкости'. А если она никогда не пустует? Приходилось использовать технологические окна останова. На очистных сооружениях в Казани калибровали по верхнему технологическому люку — замеряли рулеткой фактический уровень, вводили поправку. Важно: после калибровки обязательно проверять на другом уровне, иначе кривая измерения будет нелинейной.
Влияние среды — для пенящихся жидкостей стандартная калибровка не работает. Приходится вводить коэффициент затухания, определяемый экспериментально. На пивзаводе в Подмосковье потратили три дня на подбор коэффициента для пенящегося сусла — но зато потом погрешность не превышала 1%.
Температурная компенсация — многие забывают, что скорость звука зависит от температуры газа над жидкостью. В моноблочных исполнениях это особенно актуально — датчик нагревается от электроники. Приходится закладывать термокомпенсацию в настройки, особенно для горячих сред типа мазута.
Когда моноблок — не лучший выбор
Высокие температуры — выше 150°C — уже проблема для моноблока. Электроника перегревается, даже с теплоотводом. Для печных емкостей с расплавленным битумом пришлось переходить на раздельные системы с выносным преобразователем на водоохлаждаемом патрубке.
Агрессивные пары — в гальванических цехах кислотные пары разъедают даже нержавеющий корпус. Здесь либо спецпокрытия (что удорожает моноблок в 2-3 раза), либо выносной датчик в защитном исполнении. Хотя последние поставки от Чэнду Жундэ имеют опцию с покрытием Halar — проверяли на производстве серной кислоты, держится уже полтора года.
Очень маленькие емкости — где расстояние до жидкости менее 30 см. Моноблоки физически не могут обеспечить стабильное измерение на малых дистанциях из-за собственной 'мертвой зоны'. Здесь лучше подходят емкостные или гидростатические датчики.
Ремонтопригодность и долговечность
Современные моноблоки стали гораздо более ремонтопригодными. Раньше при выходе из строя электроники приходилось менять весь блок — сейчас многие производители, включая решения с cdroad.ru, используют сменные модули. На нефтебазе в Ростове-на-Дону за 5 лет эксплуатации меняли только плату усилителя — сам преобразователь оставался рабочим.
Влагозащита — критичный параметр. IP67 недостаточно для мойки емкостей под давлением. Нужен минимум IP68 с проверкой на герметичность. Был случай на молокозаводе — при мойке паром конденсат попадал в корпус через разъем. Теперь всегда проверяем дополнительной опрессовкой.
Ресурс пьезоэлемента — теоретически неограничен, но на практике через 7-8 лет начинается 'усталость' материала. Сигнал ослабевает, требуется увеличение усиления. В моноблочном исполнении заменить только пьезоэлемент практически невозможно — поэтому считаем срок службы 8-10 лет, после чего рекомендуем замену прибора.
Интеграция с АСУ ТП — неочевидные моменты
Цифровые интерфейсы в моноблоках — казалось бы, благо. Но на старых предприятиях с релейной логикой HART-протокол бесполезен. Приходится ставить дополнительные преобразователи, что сводит на нет компактность моноблока. Аналоговый 4-20 мА все еще актуален в 80% случаев.
Задержки измерения — в системах с быстрым изменением уровня (перекачные станции) моноблоки иногда не успевают за динамикой. Приходится увеличивать интервал усреднения, теряя в точности. Здесь важно подбирать модели с быстрым АЦП — у тех решений, что поставляет ООО Чэнду Жундэ Электромеханическое Оборудование, например, есть специализированные версии для динамических процессов.
Экранирование — в цехах с мощным силовым оборудованием на моноблоки действуют помехи. Медный экран кабеля должен быть заземлен только с одной стороны, иначе возникают контурные токи. Лучше использовать витую пару в экране — это снижает наводки на 60-70%.
Экономика применения — что считают редко
Первоначальная экономия на раздельной системе часто нивелируется стоимостью монтажа и прокладки кабелей. Для одного датчика разница незначительна, но когда их 20-30 по предприятию — моноблоки выигрывают по совокупной стоимости владения. На химкомбинате в Дзержинске посчитали — экономия на монтаже составила 400 тыс рублей при замене 15 раздельных систем на моноблоки.
Сроки пусконаладки — с моноблоками в 2-3 раза быстрее. Не нужно согласовывать трассы, тянуть кабельные лотки, ставить дополнительные щиты. Особенно важно при реконструкциях действующих производств, где каждый час простоя стоит денег.
Унификация запасных частей — для служб КИПиА это серьезный плюс. Один тип приборов вместо двух (датчик + преобразователь), одинаковый монтаж, однотипные настройки. Снижаются затраты на обучение персонала, упрощается складской учет.
Будущее моноблочных решений
Тенденция к миниатюризации продолжается — уже появляются модели диаметром менее 50 мм для установки в стандартные трубные обвязки. Правда, с уменьшением размера растет цена — технология изготовления компактных пьезопреобразователей дорогая.
Встроенная диагностика — новые модели умеют отслеживать degradation сигнала, предупреждая о необходимости обслуживания за месяцы до полного отказа. Это особенно ценно для труднодоступных мест установки.
Энергоавтономность — появление ультразвуковых уровнемеров с питанием от встроенных батарей или солнечных панелей открывает возможности для удаленных резервуаров. Пока это дорого, но для нефтегазовых месторождений уже экономически оправдано.
В итоге ультразвуковой уровнемер моноблочный — не панацея, но в 70% случаев оптимальный выбор. Главное — понимать его ограничения и правильно применять. Как показывает практика сотрудничества с ООО Чэнду Жундэ, даже в сложных условиях при грамотном подходе эти приборы отрабатывают свой ресурс без сюрпризов.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
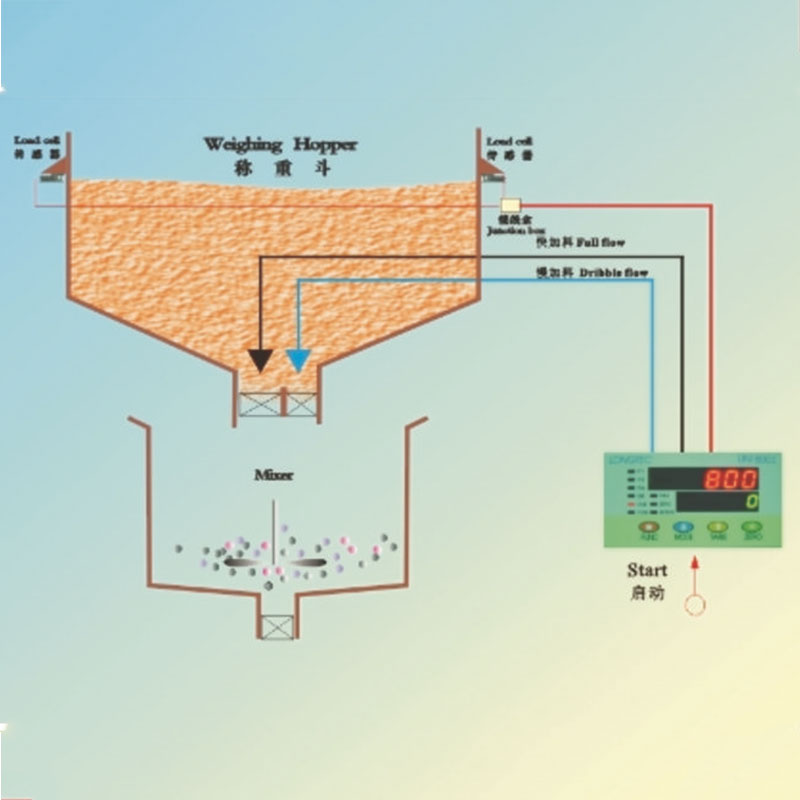
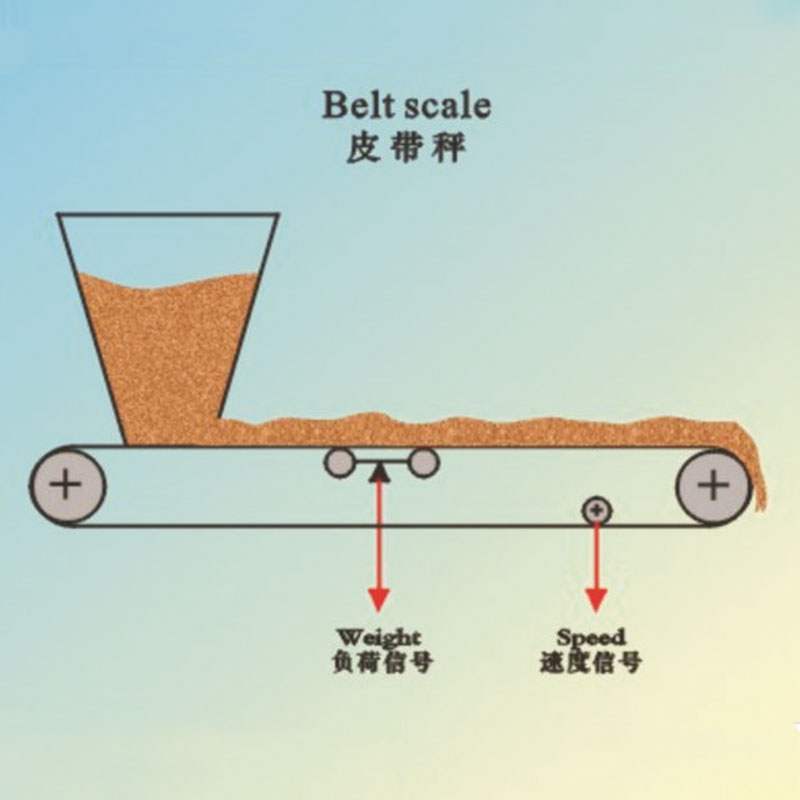 Система дозирования на ленточных весах
Система дозирования на ленточных весах -
 Центральная система управления автоматизацией производства
Центральная система управления автоматизацией производства -
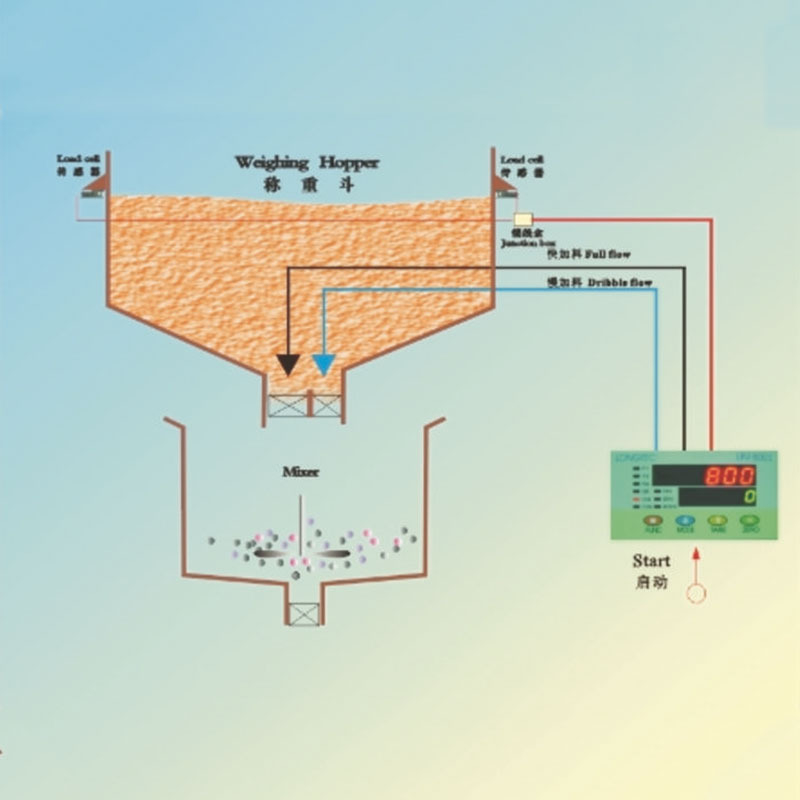 Одномасштабная система дозирования одного сорта
Одномасштабная система дозирования одного сорта -
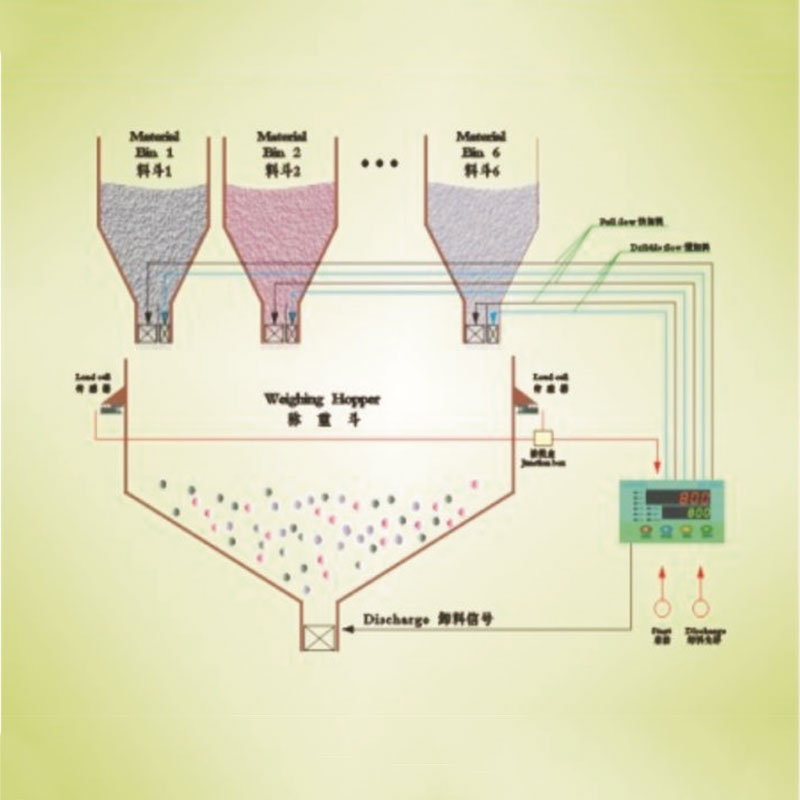 Одномасштабная многосортная система дозирования
Одномасштабная многосортная система дозирования -
 Измеритель уровня жидкости
Измеритель уровня жидкости -
 Клапан
Клапан -
 Невесомые весы, различные разновидности пропорциональной системы распределения управления
Невесомые весы, различные разновидности пропорциональной системы распределения управления -
 Манометр
Манометр -
 Единая система дозирования для уменьшения накипи
Единая система дозирования для уменьшения накипи -
 Шкаф управления преобразованием частоты
Шкаф управления преобразованием частоты -
 Весы для упаковки в тонны
Весы для упаковки в тонны -
 Тип GCS шкаф для распределения питания с фиксированным интервалом
Тип GCS шкаф для распределения питания с фиксированным интервалом
Связанный поиск
Связанный поиск- Производители автоматических упаковочных машин в китае
- Ведущий покупатель систем управления iot
- Поставщики высококачественных бункерных фасовочных весов
- Система управления plc
- Основные покупатели систем управления плк
- Высококачественные поставщики количественных упаковочных машин
- Поставщики ультразвуковых уровнемеров из китая
- Купить систему измерения и управления fmcs
- Производитель очистных устройств для канализационных станций
- Высококачественные металлические распределительные коробки