





Система дозирования полиалюминия хлорида
Если честно, до сих пор встречаю проекты, где дозирование PACl воспринимают как простую перекачку жидкости из бака в систему. Это не вода же, тут малейший просчёт в концентрации или скорости подачи — и вся цепочка очистки летит в тартарары. Сам лет пять назад на одном из объектов в Подмосковье наступил на эти грабли: думал, что раз полиалюминий хлорид стабилен, можно обойтись базовым дозатором. Ошибка вышла дорогой — за месяц работы выпал такой осадок в трубах, что пришлось останавливать линию на химчистку. Именно тогда пришло понимание: система дозирования должна быть не просто ?насосом?, а технологическим узлом с обратной связью.
Почему классические дозаторы не всегда работают с PACl
Начну с основ: полиалюминий хлорид — это не просто соль, а активный коагулянт, чья эффективность зависит от скорости растворения и точности дозы. Обычные мембранные дозаторы часто не справляются с его вязкостью при низких температурах. Помню, на станции в Казани зимой PACl густел так, что клапаны залипали каждые две недели. Пришлось переделывать обвязку — добавлять подогрев магистрали и переходить на плунжерные насосы с точностью дозирования до 0,1 мл/цикл.
Кстати, о точности: многие недооценивают необходимость калибровки под конкретную марку реагента. У того же полиалюминия хлорида от разных производителей может отличаться плотность и pH. Если использовать универсальные настройки, получим либо недодоз (мутность на выходе), либо перерасход (засоление мембран УФ-обеззараживания). Мы в таких случаях всегда требуем паспорт реагента и тестовые пробы перед запуском.
Ещё один нюанс — материал контактных частей. Нержавейка AISI 304 тут не всегда подходит, особенно если в PACl есть примеси хлоридов. На одном из объектов под Волгоградом за полгода съело патрубки, хотя производитель уверял в коррозионной стойкости. Пришлось экстренно менять на AISI 316L с полимерным покрытием. Теперь всегда уточняем химсостав перед подбором оборудования.
Как мы интегрируем дозирование в общую систему автоматизации
Здесь уже ближе к теме автоматизации, где наш партнёр — ООО Чэнду Жундэ Электромеханическое Оборудование — даёт интересные решения. Их подход к системам дозирования мне нравится тем, что они не просто ставят насосы, а встраивают узел в общую SCADA-систему с прогнозированием расхода. Например, на очистных в Новосибирске мы связали дозатор PACl с датчиком мутности исходной воды — теперь при резком загрязнении (скажем, после ливня) система сама увеличивает подачу на 15-20%, без оператора.
Кстати, их же инженеры подсказали схему с двумя параллельными линиями дозирования — основная и резервная с разными типами насосов. Это страхует от внезапных поломок, особенно когда реагент идёт непрерывно, как на станциях водоподготовки ТЭЦ. Резервная линия у нас настроена на периодическую прокачку для предотвращения застоя — мелочь, но избежали нескольких аварийных остановок.
Важный момент — калибровка по расходу. Раньше мы просто выставляли объём дозирования в литрах в час, но это не учитывало изменения давления в магистрали. Теперь через контроллеры от Чэнду Жундэ привязываем подачу к фактическому расходу воды с коррекцией по температуре. Особенно критично для дозирования полиалюминия хлорида зимой, когда вязкость растёт — без такой привязки доза уходит в минус 10-12% от нормы.
Типичные ошибки монтажа и как их избежать
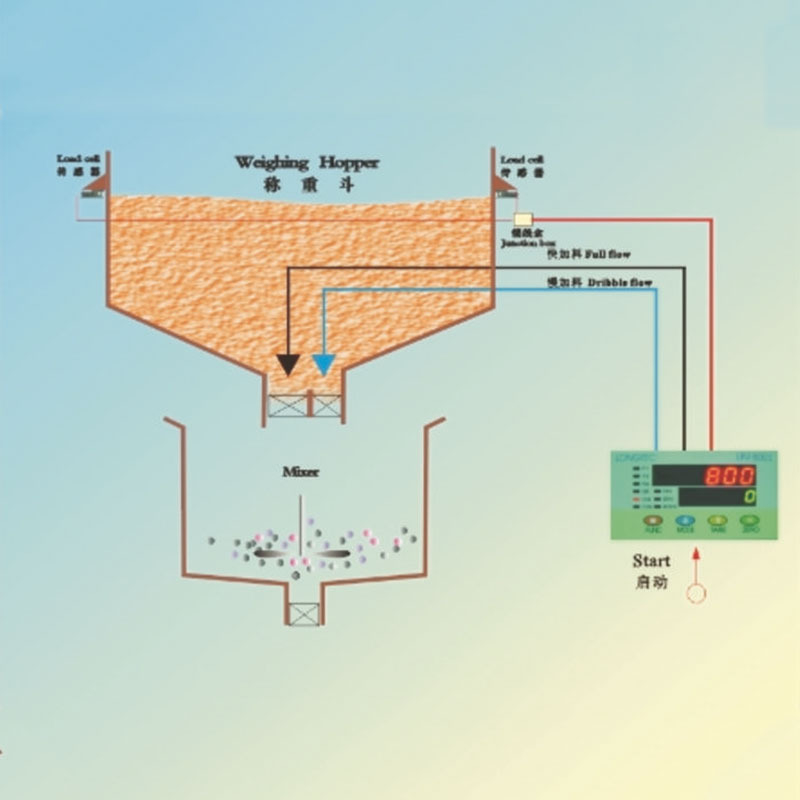
Самая частая проблема — неправильная обвязка баков. Видел объекты, где заборные патрубки находятся в 10 см от дна — это верный способ захватить осадок и забить форсунки. Мы всегда поднимаем забор на 15-20 см выше дна, плюс ставим датчик уровня с сигнализацией о критическом осадке. Кстати, для перемешивания лучше использовать не обычные мешалки, которые создают воронку, а лопастные миксеры с переменным углом атаки — так PACl не расслаивается.
Ещё один кошмар — когда трубопроводы от дозатора до точки ввода делают без уклона. Однажды в Твери из-за этого в магистрали образовалась воздушная пробка, которая держалась неделю, пока не разобрали участок. Теперь все горизонтальные участки монтируем с уклоном 2-3° к точке ввода, а в верхних точках ставим автоматические воздухоотводчики.
Про подключение к электрике отдельный разговор. Как-то на запуске в Ростове местные электрики зачем-то посадили управление дозатором на одну фазу с компрессорами — при их включении напряжение проседало, и насосы сбрасывали калибровку. Теперь всегда закладываем отдельную линию с стабилизатором, особенно для прецизионных систем дозирования от Чэнду Жундэ — они чувствительны к скачкам напряжения.
Практические кейсы: от неудач к рабочей схеме
Расскажу про наш опыт на станции аэрации в Уфе. Там изначально стояла старая система дозирования с таймерным управлением — PACl подавался порциями раз в 15 минут. Результат: пиковые концентрации коагулянта в начале цикла и недостаток в конце. Переделали на пропорциональную подачу с контроллером RDP-100 от ООО Чэнду Жундэ Электромеханическое Оборудование. Суточный расход полиалюминия хлорида упал на 18%, при этом качество осветления воды выросло — содержание взвесей на выходе снизилось с 3 до 0,7 мг/л.
А вот отрицательный пример: на мини-станции в коттеджном посёлке под Питером решили сэкономить и поставили дозатор без защиты от сухого хода. Через месяц насос сгорел — оператор забыл вовремя заправить бак. Теперь во всех проектах, даже самых компактных, требуем датчики уровня с блокировкой запуска.
Интересный случай был на производстве бутилированной воды — там к чистоте воды требования особые. Стандартная схема дозирования PACl не подошла из-за риска остаточного алюминия. Совместно с инженерами Чэнду Жундэ разработали двухступенчатую систему: сначала точное дозирование полиалюминия хлорида, потом дополнительная фильтрация через угольные фильтры. Получилось соблюсти жёсткие нормы по остаточному Al — менее 0,05 мг/л.
Что ещё влияет на эффективность дозирования
Часто упускают подготовку раствора. PACl нужно правильно разбавлять — если лить концентрат прямо в магистраль, возможны локальные переконцентрации и выпадение хлопьев. Мы перешли на схему с предварительным смесителем, где реагент разбавляется в соотношении 1:5 перед подачей в основную линию. Это особенно важно для систем дозирования полиалюминия хлорида с высокой производительностью.
Температурный режим — отдельная тема. При +5°C и ниже вязкость PACl резко растёт, а при +30°C и выше начинается частичная деградация. Идеальный диапазон — 15-20°C. На северных объектах ставим термостатируемые баки, на южных — охладительные рубашки. Кстати, это тоже реализуем через решения от Чэнду Жундэ — у них есть компактные теплообменники специально для реагентных узлов.
И последнее — учёт человеческого фактора. Даже самая умная автоматика бесполезна, если оператор не понимает логику работы. Мы всегда проводим обучение на русском языке с разбором типовых аварийных ситуаций. Например, что делать, если датчик расхода показывает нулевые значения при работающем насосе (скорее всего, засорился первичный преобразователь). Такие мелочи в итоге определяют надёжность всей системы.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Центральная система управления и большой светодиодный экран
Центральная система управления и большой светодиодный экран -
 Шкаф управления ПЛК
Шкаф управления ПЛК -
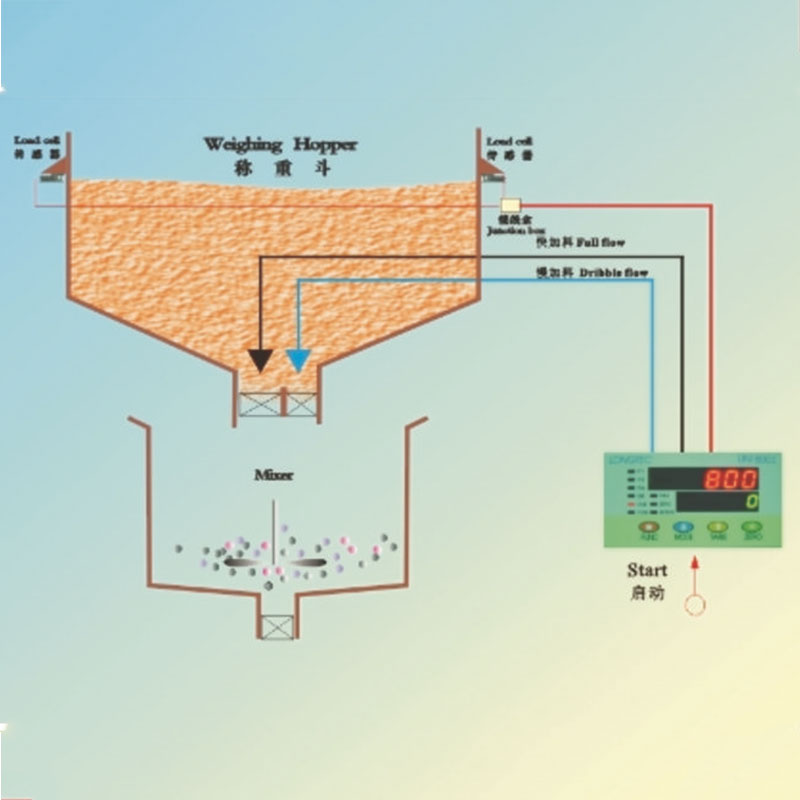
 Система дозирования на ленточных весах
Система дозирования на ленточных весах -
 Весы для упаковки в тонны
Весы для упаковки в тонны -
 Робот-уборщик AUTO MAN-JSI тип
Робот-уборщик AUTO MAN-JSI тип -
 Робот-уборщик AUTOMAN MAN-JSIII типа
Робот-уборщик AUTOMAN MAN-JSIII типа -
 Система точного дозирования лекарственных средств типа GPS-FT-II (порошкообразных)
Система точного дозирования лекарственных средств типа GPS-FT-II (порошкообразных) -
 Измеритель температуры
Измеритель температуры -
 Упаковочная машина для двойных дозирующих бочек
Упаковочная машина для двойных дозирующих бочек -
 Робот-уборщик AUTO MAN-PSIV типа
Робот-уборщик AUTO MAN-PSIV типа -
 Упаковочная машина для бочек без дозирования
Упаковочная машина для бочек без дозирования -
 Одномасштабная система дозирования одного сорта
Одномасштабная система дозирования одного сорта
Связанный поиск
Связанный поиск- Купить автоматическую упаковочную машину
- Производитель манометров типа 1
- Погружной преобразователь уровня
- Высококачественные производители упаковочных машин
- Производитель шкафов управления плк
- Малогабаритный преобразователь давления
- Ведущий покупатель электрических распределительных щитов
- Производитель систем дозирования из китая
- Заводской преобразователь давления 0.25
- Цены на количественное дозирование