





Система автоматического дозирования реагента для дефосфатации
Если честно, до сих пор встречаю проекты, где дефосфатацию пытаются организовать по принципу ?долил реактив – и забыл?. Особенно в муниципальных очистных, где бюджеты вечно режут. На деле же система автоматического дозирования реагента – это не просто насос с таймером, а целый технологический узел, где каждый параметр влияет на эффективность. Помню, в 2019-м на станции под Новосибирском из-за неправильной корректировки pH после добавления коагулянта получили обратный эффект – фосфор не осаждался, а наоборот, переходил в растворимую форму. Пришлось пересматривать всю логику управления.
Почему ручное дозирование проигрывает автоматике
Когда только начинал работать с реагентами для дефосфатации, сам думал – зачем усложнять? Но после двух сезонов проб и ошибок на объекте в Тверской области стало ясно: ручное дозирование съедает до 40% реагента из-за перерасхода. Операторы склонны давать ?запас?, особенно ночью, когда контроль ослабевает. Плюс – колебания нагрузки на очистные никто не отменял. В паводок, например, поток может вырасти втрое за пару часов.
Кстати, про паводок. В прошлом году нашим инженерам с ООО Чэнду Жундэ Электромеханическое Оборудование пришлось экстренно дорабатывать алгоритм для станции в Карелии – там весенний снеготай сочетался с резким потеплением. Датчики мутности не успевали реагировать, и автоматика давала сбой. Добавили коррекцию по расходу воды и температуре – ситуация выровнялась. Это к вопросу о том, почему готовые решения не всегда работают ?из коробки?.
Ещё один нюанс – тип реагента. Соли железа или алюминия требуют разной точности дозирования. Для FeCl3, например, критичен pH выше 7, иначе железо не флокулирует. Видел случаи, когда автоматику настраивали под один тип, а закупали другой – экономия в 5% на реагенте оборачивалась штрафом за превышение ПДК.
Конструктивные ловушки и как их обходить
Самый болезненный опыт – коррозия трубопроводов. В Сочи поставили систему с нержавеющими дозаторами, но через полгода клапаны подклинивало. Оказалось, местная вода с высоким содержанием хлоридов разъедала уплотнения. Пришлось переходить на полипропилен с керамическими узлами. Кстати, у Чэнду Жундэ в таких случаях рекомендуют дублирующие датчики давления – если основной забивается, резервный страхует процесс.
Часто недооценивают подготовку реагента. С сухими коагулянтами нужна точная система растворения – комки забивают форсунки. На одном из заводов в Подмосковье пришлось переделывать узлы гидроразрыва гранул трижды. В итоге сделали каскадные ёмкости с перемешиванием в две стадии – сначала интенсивное, потом плавное дозревание.
Электромагнитные клапаны против шаровых кранов – вечный спор. Для небольших расходов (до 200 л/ч) лучше электромагнитные, но с условием регулярной промывки. Шаровые надёжнее, но дороже и требуют точной калибровки. В проектах автоматического дозирования для пищевых производств обычно идём по пути компромисса – ставим электромагнитные с функцией самоочистки раз в сутки.
Связка с общестанционной автоматикой
Здесь главная ошибка – пытаться сделать универсальную систему. Для дефосфатации в промышленных стоках и в ливнёвках логика будет разной. В стоках гальванических производств, например, фосфор часто связан с металлами, и нужно учитывать окислительно-восстановительный потенциал. Наша команда вместе со специалистами ООО Чэнду Жундэ Электромеханическое Оборудование как-то интегрировала систему дозирования в общий контур управления цехом – пришлось добавить модуль анализа данных с гальванических линий.
Интересный кейс был с молочным комбинатом – там фосфаты шли mainly от моющих средств. Автоматика срабатывала по сигналу от датчика проводимости, но ложные тревоги возникали при сбросе рассолов. Добавили задержку по времени и проверку по тренду – если скачок кратковременный, дозирование не включается.
Сейчас всё чаще требуют удалённый доступ. Но здесь есть подводные камни – например, задержки передачи данных в 4G-сетях. Для быстрых процессов (изменение расхода менее 10 секунд) это критично. В таких случаях оставляем локальный контроллер с автономной логикой, а удалённый доступ – только для мониторинга и корректировки уставок.
Экономика против экологии: поиск баланса
Муниципальники всегда требуют снизить затраты на реагенты. Но если экономить на точности, потом платишь за утилизацию шлама. В Красноярске был случай – уменьшили шаг дозирования насосов, чтобы реже менять диафрагмы. В итоге фосфор на выходе скакал от 0.3 до 1.2 мг/л при норме 0.5. Пришлось вернуть точные дозаторы, но добавить систему прогноза нагрузки по суточному графику.
Сейчас пробуем внедрять предиктивные алгоритмы – например, по данным за несколько лет можно спрогнозировать сезонные изменения концентрации фосфора. В идеале это даёт экономию реагента до 15%. Но пока это работает только на крупных объектах, где есть исторические данные.
Кстати, про шлам. Иногда забывают, что избыток реагента увеличивает объём осадка. На ЦБК под Архангельском из-за этого пришлось расширять площадки обезвоживания. Теперь при расчёте дозирования для дефосфатации всегда учитываем вторичные эффекты по шламу.
Что в итоге работает надёжно
За 10 лет наблюдений пришёл к выводу – лучшие результаты дают модульные системы с резервированием критичных узлов. Например, два датчика pH (основной и контрольный), два насоса (рабочий и standby). Это дороже на старте, но окупается за счёт бесперебойности. В Чэнду Жундэ как раз делают упор на такую архитектуру – видел их реализации на нефтехимических предприятиях, где простой недопустим.
Из конкретных технических решений – считаю обязательным виброустойчивое исполнение для насосов. Вибрация от работающего оборудования рядом – частая причина сбоев в измерениях. И обязательно отдельный щит управления с гальванической развязкой – наводки от силовых кабелей могут искажать сигналы датчиков.
В целом, если говорить о трендах – будущее за гибридными системами, где автоматическое дозирование сочетается с предиктивной аналитикой. Но пока это скорее экзотика для флагманских проектов. В массовом сегменте главное – отработанная механика и продуманная логика управления. Как показывает практика, даже простая, но надёжная автоматизация даёт лучший результат, чем ?умная?, но капризная система.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Центральная система управления и большой светодиодный экран
Центральная система управления и большой светодиодный экран -
 Система точного дозирования лекарственных средств типа GPS-FT-II (порошкообразных)
Система точного дозирования лекарственных средств типа GPS-FT-II (порошкообразных) -
 Упаковочная машина для двойных дозирующих бочек
Упаковочная машина для двойных дозирующих бочек -
 Упаковочная машина для одиночных дозирующих бочек
Упаковочная машина для одиночных дозирующих бочек -
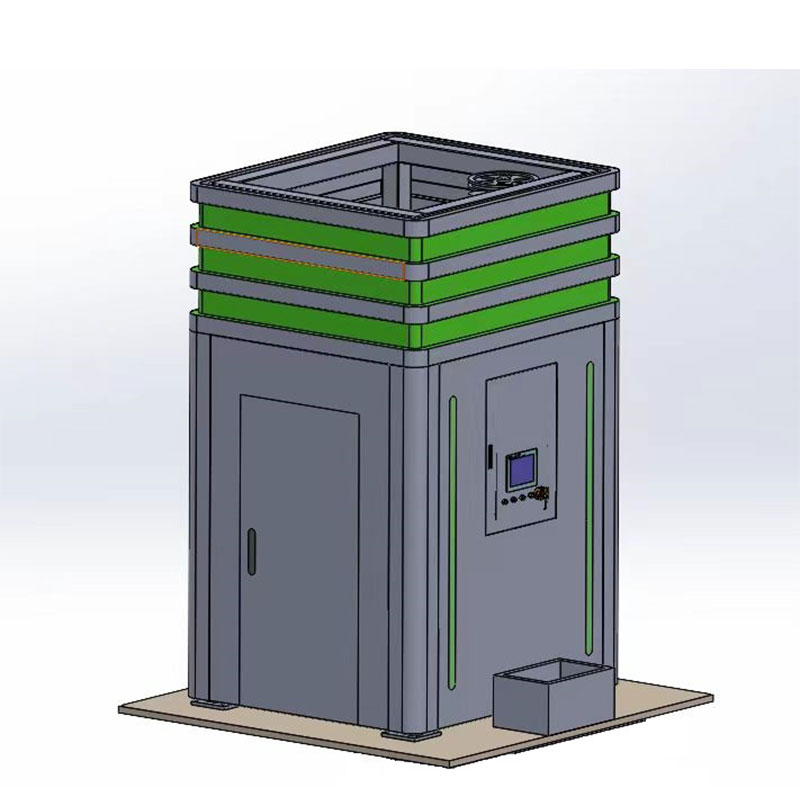
 Система дозирования на ленточных весах
Система дозирования на ленточных весах -
 Робот-уборщик AUTOMAN MAN-JSIII типа
Робот-уборщик AUTOMAN MAN-JSIII типа -
 Шкаф управления ПЛК
Шкаф управления ПЛК -
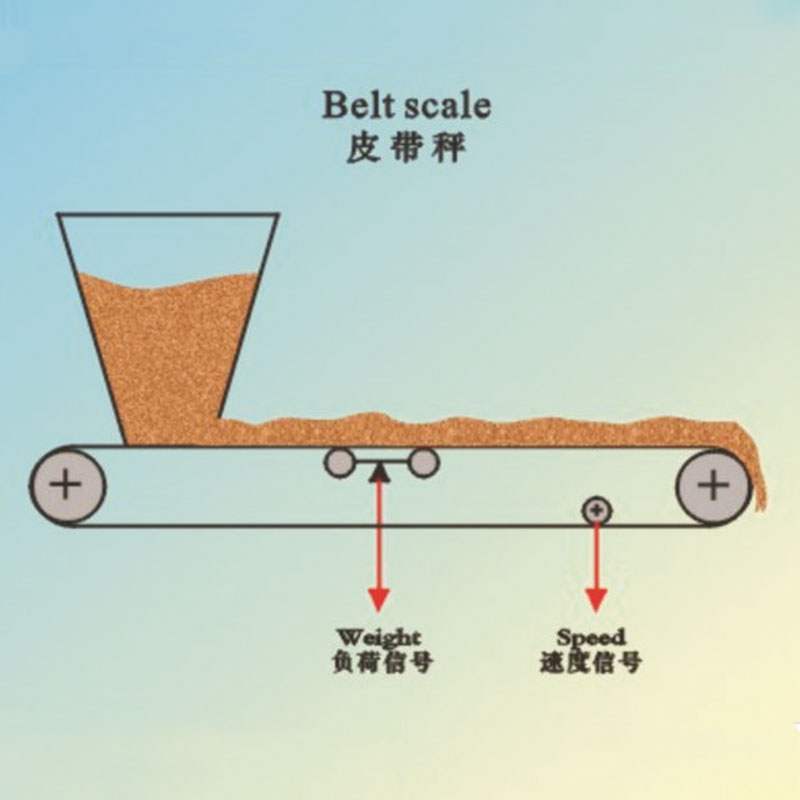
 Система дозирования в невесомых весах
Система дозирования в невесомых весах -
 Весы для упаковки в тонны
Весы для упаковки в тонны -
 Система точного дозирования лекарственных средств типа GPS-FT-I (порошкообразных)
Система точного дозирования лекарственных средств типа GPS-FT-I (порошкообразных) -
 Тензодатчик
Тензодатчик -
 Невесомые весы, различные разновидности пропорциональной системы распределения управления
Невесомые весы, различные разновидности пропорциональной системы распределения управления
Связанный поиск
Связанный поиск- Поставщики весов для определения потерь в весе из китая
- Поставщики манометров для измерения
- Производители ленточных весов
- Машина для упаковки порошка
- Поставщики весов для вакуумной упаковки из китая
- Производитель scada систем в китае
- Поставщики систем дозирования
- Системы дозирования dcs из китая
- Поставщики сильфонных тензодатчиков из китая
- Шкаф управления интернета вещей