





Проектирование систем дозирования и смешивания
Когда слышишь 'проектирование систем дозирования', первое, что приходит в голову — это какая-то идеальная математика, где всё просчитано до микрограмма. На практике же часто оказывается, что инженеры забывают про банальную вибрацию от соседнего оборудования или как поведёт себя пластиковый патрубок при -30°C в неотапливаемом цеху. Вот именно эти мелочи и определяют, будет ли система работать или превратится в головную боль для технологов.
Где кроются главные ошибки в проектировании дозаторов
Самый частый промах — это попытка сэкономить на мелочах. Помню случай с фармацевтическим комбинатом, где закупили дорогущие швейцарские весовые дозаторы, но подключили их через дешёвые китайские тензодатчики. В результате погрешность в 2-3% сводила на нет всю точность оборудования. Пришлось переделывать узлы крепления, добавлять демпфирующие элементы — в итоге перерасход по бюджету составил почти 40%.
Ещё одна проблема — неучтённые технологические паузы. Например, при проектировании системы для производства ЛКМ не заложили время на промывку контуров при смене цвета. В итоге автоматика пыталась за 15 секунд переключиться с белого на чёрный, что приводило к постоянному браку. Пришлось вносить изменения в ПЛК уже на работающей линии, добавляя циклы продувки сжатым воздухом.
Кстати, про ООО Чэнду Жундэ Электромеханическое Оборудование — они как раз понимают эти нюансы. На их сайте https://www.cdroad.ru видно, что специализация на промышленной автоматизации не просто слова. Когда изучал их подход к системам взвешивания, обратил внимание на акцент на калибровочные алгоритмы — это как раз то, чего часто не хватает в типовых решениях.
Почему смешивание — это не просто 'перемешать'
Смешивание полимерных композиций — отдельная история. Там важен не только временной цикл, но и порядок загрузки компонентов. Однажды наблюдал, как при одновременной подаче пластификатора и наполнителя образуются комки, которые не разбиваются даже после часа работы мешалки. Решение оказалось простым — ступенчатое дозирование с паузами между ингредиентами.
Особенно критично для реакционноспособных составов. В системах для эпоксидных смол приходится предусматривать охлаждение ёмкости смешивания — экзотермическая реакция может поднять температуру до 80-90°C, что приведёт к преждевременной полимеризации. Здесь уже не до экономии — ставим и теплообменники, и термопары с точностью до 0.5°C.
Интересно, что в системах водоснабжения, которые тоже упоминаются в контексте Чэнду Жундэ, подход к смешиванию реагентов часто более сложный, чем на химических производствах. Там идёт постоянный поток, а не порционная загрузка, плюс требования по равномерности распределения компонентов жёстче.
Автоматизация vs ручное управление: где грань?
До сих пор встречаю предприятия, где оператор вручную регулирует заслонки дозаторов по показаниям весов. Аргумент — 'так надёжнее'. Но при анализе оказывается, что человеческий фактор даёт разброс до 15% против 2-3% у даже средней автоматики. Другое дело, что автоматизацию нужно адаптировать под конкретный процесс.
Например, для сыпучих материалов с плохой сыпучестью простой ПИД-регулятор не подойдёт — нужны алгоритмы с предсказанием остаточного высыпания. Мы в таких случаях используем комбинацию вибрационного дозатора с коррекцией по фактическому весу — методом проб и ошибок подобрали коэффициенты для разных типов порошков.
Кстати, в описании Чэнду Жундэ упоминаются независимые инновации — это как раз про такие моменты. Готовые решения от Siemens или ABB не всегда учитывают специфику российских производств, где могут использоваться нестандартные исходные материалы.
Монтаж и пусконаладка: что не пишут в инструкциях
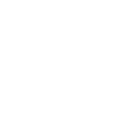
Самое сложное начинается после того, как оборудование уже смонтировано. Например, при калибровке весовых дозаторов часто забывают про 'нулевой дрейф' из-за температурных расширений. Приходится делать несколько циклов прогрева-остывания, чтобы построить корректную тарировочную кривую.
Ещё один нюанс — взаимодействие между разными производителями оборудования. Как-то раз столкнулся с ситуацией, когда дозаторы от WAM и смесители от Siemens отказывались 'дружить' через Profibus. Оказалось, проблема в разных интерпретациях стандарта передачи данных. Пришлось перепрошивать контроллеры — благо, у китайских коллег из Чэнду Жундэ был опыт решения подобных проблем с их оборудованием.
Пусконаладка систем водоснабжения — отдельная тема. Там кроме точности дозирования важна ещё и коррозионная стойкость. Помню, как заказчик сэкономил на нержавейке для дозирующих насосов — через полгода работы начались утечки реагентов. Пришлось экстренно менять всё на хастелой.
Перспективы и больные места отрасли
Сейчас всё больше говорят про Industry 4.0 и цифровые двойники, но на практике даже базовые SCADA-системы часто работают в урезанном режиме. Основная проблема — неготовность персонала. Видел современную линию дозирования, где операторы продолжают вести бумажные журналы, потому что 'не доверяют компьютеру'.
Ещё один тренд — попытки использовать машинное обучение для прогнозирования износа рабочих органов. Но пока это больше маркетинг, чем реальная практика. Гораздо полезнее оказывается простая статистика наработки на отказ — например, для шнековых пар удалось увеличить межсервисный интервал на 30% просто за счёт анализа логов работы.
Если говорить про экологический аспект, который заявлен в специализации Чэнду Жундэ, то здесь проектирование систем дозирования действительно критично. Неправильная доза коагулянта на очистных сооружениях может привести либо к неочищенным стокам, либо к перерасходу реагентов на сотни тысяч рублей в месяц.
В целом, проектирование систем дозирования и смешивания — это постоянный поиск компромисса между точностью, надёжностью и стоимостью. И самое важное — помнить, что любая, даже самая совершенная система, в конечном счёте зависит от квалификации людей, которые с ней работают. Без обучения персонала и грамотного ТО даже лучшая разработка быстро превратится в груду металла.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Измеритель для контроля взвешивания
Измеритель для контроля взвешивания -
 Шкаф управления преобразованием частоты
Шкаф управления преобразованием частоты -
 Робот-уборщик AUTO MAN-PSI типа
Робот-уборщик AUTO MAN-PSI типа -
 Упаковочная машина для одиночных дозирующих бочек
Упаковочная машина для одиночных дозирующих бочек -
 Весы для упаковки в тонны
Весы для упаковки в тонны -
 Упаковочная машина для бочек без дозирования
Упаковочная машина для бочек без дозирования -
 Тип GCS шкаф для распределения питания с фиксированным интервалом
Тип GCS шкаф для распределения питания с фиксированным интервалом -
 Робот-уборщик AUTO MAN-JSI тип
Робот-уборщик AUTO MAN-JSI тип -
 Робот-уборщик AUTOMAN MAN-PSIII типа
Робот-уборщик AUTOMAN MAN-PSIII типа -
 Робот-уборщик AUTOMAN MAN-JSIII типа
Робот-уборщик AUTOMAN MAN-JSIII типа -
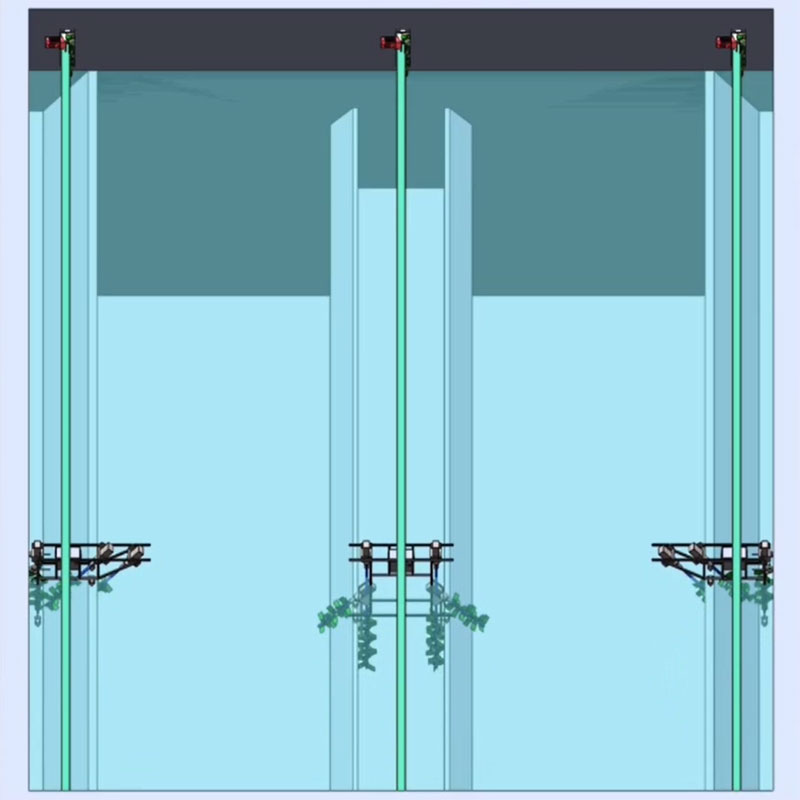
 Система дозирования на ленточных весах
Система дозирования на ленточных весах -
 Тензодатчик
Тензодатчик
Связанный поиск
Связанный поиск- Дозировочные весы в китае
- Высококачественные спиральные весы
- Распределительные коробки типа 1 из китая
- Купить шкаф распределения вводов
- Машина для упаковки порошка в китае
- Завод преобразователей давления
- Производители манометров типа 3
- Крупнейшие покупатели оборудования для очистки канализационных станций
- Упаковочная машина для порошков
- Основные покупатели тензодатчиков s-типа