





Контроллер шнекового дозатора
Когда слышишь 'контроллер шнекового дозатора', первое, что приходит в голову - обычный программируемый модуль. Но на практике это комплексная система, где механика определяет электронику, а не наоборот. Многие ошибочно фокусируются на точности шаговых двигателей, забывая про жесткость редуктора или трение в зоне выгрузки.
Разбор типичных ошибок проектирования
В 2018 году мы столкнулись с системой, где инженеры понаставили энкодеров на каждый вал, но не учли вибрацию от привода. Контроллер получал 'шумные' данные и постоянно уходил в ошибку. Пришлось переделывать крепления и вводить фильтрацию сигнала с индивидуальными настройками для разных типов материалов.
Особенно критичен выбор датчиков температуры для подшипниковых узлов. Дешевые термопары дают запаздывание в 2-3 минуты - за это время уплотнители уже могут начать плавиться. Сейчас всегда ставим RTD с быстрым откликом, хоть и дороже на 30%.
Кстати, про контроллер шнекового дозатора часто забывают, что ему нужен запас по току. Особенно при работе с комкующимися материалами вроде сухих строительных смесей. Мотор может кратковременно потреблять в 3 раза больше номинала - и если блок питания не рассчитан, получаем постоянные сбросы.
Практические нюансы калибровки
Калибровку обычно проводят на эталонном материале, но в реальности плотность может плавать на ±15%. Например, древесная стружка после сушки ведет себя иначе, чем после недели хранения в цеху. Приходится вводить поправочные коэффициенты для разных партий.
Один из наших клиентов на производстве комбикормов жаловался на расхождения в дозировании. Оказалось, операторы вручную меняли скорость подачи без корректировки тарировочных кривых. Сделали двухуровневый доступ - базовые настройки скрыли паролем.
Интересный случай был с дозированием талька - материал налипал на стенки бункера и периодически срывался 'пробкой'. Пришлось дорабатывать алгоритм шнекового дозатора с автоколебательным режимом для предотвращения образования мостиков.
Аппаратные особенности и ограничения
Многие недооценивают влияние электромагнитных помех в промышленных сетях. Обычные UTP-кабели для связи с датчиками в цеху с частотными преобразователями - гарантия сбоев. Всегда используем витую пару с экраном, даже если заказчик пытается экономить.
Ресурс щеток коллекторных двигателей - отдельная головная боль. В системах непрерывного действия их приходится менять каждые 4-6 месяцев. Бесколлекторные решения дороже, но для 24/7 работы оказываются выгоднее.
Особенно важно учитывать температурный дрейф характеристик. Летом при +45°C в цеху электроника ведет себя иначе, чем зимой при +15°C. Хороший контроллер дозатора должен иметь температурную компенсацию не только для датчиков, но и для собственных схем.
Программные тонкости и неочевидные функции
Стандартные ПИД-регуляторы часто не справляются с материалами переменной плотности. Пришлось разрабатывать гибридный алгоритм с прогнозирующей моделью и коррекцией по фактическому весу на выходе.
Интересно, что протокол Modbus TCP оказался удобнее Profibus для распределенных систем - проще диагностировать проблемы связи. Хотя некоторые европейские заказчики до сих пор настаивают на старых стандартах.
В системе логирования добавили не только основные параметры работы, но и производные - например, коэффициент использования двигателя. Это помогло выявить неоптимальные режимы на одном из цементных заводов, где дозатор шнековый работал на 40% мощности при пиковых нагрузках.
Интеграция в комплексные системы автоматизации
При подключении к SCADA-системам часто возникает проблема с временными метками данных. Разные контроллеры имеют рассинхронизацию до 500 мс - для быстрых процессов это критично. Решили внедрением единого источника времени по NTP.
Особенно сложно было интегрировать наши разработки с устаревшим оборудованием 90-х годов. Приходилось делать шлюзы на базе Raspberry Pi с самописными драйверами - стандартные решения не подходили.
В сотрудничестве с ООО Чэнду Жундэ Электромеханическое Оборудование удалось создать унифицированный протокол обмена данными между дозаторами разных типов. Их опыт в промышленном автоматическом взвешивании оказался бесценным - особенно в части фильтрации весовых сигналов в условиях вибрации.
Полевые испытания и доработки
На хлебозаводе столкнулись с интересным эффектом: при дозировании дрожжей пластиковые шнеки накапливали статическое электричество. Материал начинал прилипать к стенкам с отклонениями до 12%. Решили установком ионизаторов и заземлением.
В системах водоснабжения, где используется ООО Чэнду Жундэ, важным оказался вопрос защиты от конденсата. Стандартные корпуса IP54 не спасали при перепадах температур - пришлось разрабатывать систему подогрева контрольных шкафов.
Самый сложный проект - дозирование микродобавок в производстве полимеров. Требовалась точность ±0,1% при производительности 50 кг/час. Пришлось комбинировать два шнека - основной и микрошнек точной подачи с отдельным приводом.
Эволюция подходов и будущие разработки
За 10 лет мы отошли от идеи 'универсального контроллера'. Сейчас делаем специализированные версии для разных отраслей - пищепром, строительные смеси, химия. В каждом случае свои нюансы по взрывозащите, гигиеническим нормам, климатическому исполнению.
Интересное направление - предиктивная аналитика. На основе накопленных данных алгоритм предсказывает необходимость обслуживания подшипников или очистки шнеков. В тестовом режиме на cdroad.ru уже показываем эти функции заказчикам.
Сейчас экспериментируем с беспроводной связью между модулями - пока стабильность оставляет желать лучшего в условиях промышленных помех. Но для мобильных установок это может стать прорывом.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Шкаф управления ПЛК
Шкаф управления ПЛК -
 Единая система дозирования для уменьшения накипи
Единая система дозирования для уменьшения накипи -
 Клапан
Клапан -
 Шкаф управления преобразованием частоты
Шкаф управления преобразованием частоты -
 Расходомер
Расходомер -
 Измеритель температуры
Измеритель температуры -
 Тип GCS шкаф для распределения питания с фиксированным интервалом
Тип GCS шкаф для распределения питания с фиксированным интервалом -
 Упаковочная машина для бочек без дозирования
Упаковочная машина для бочек без дозирования -
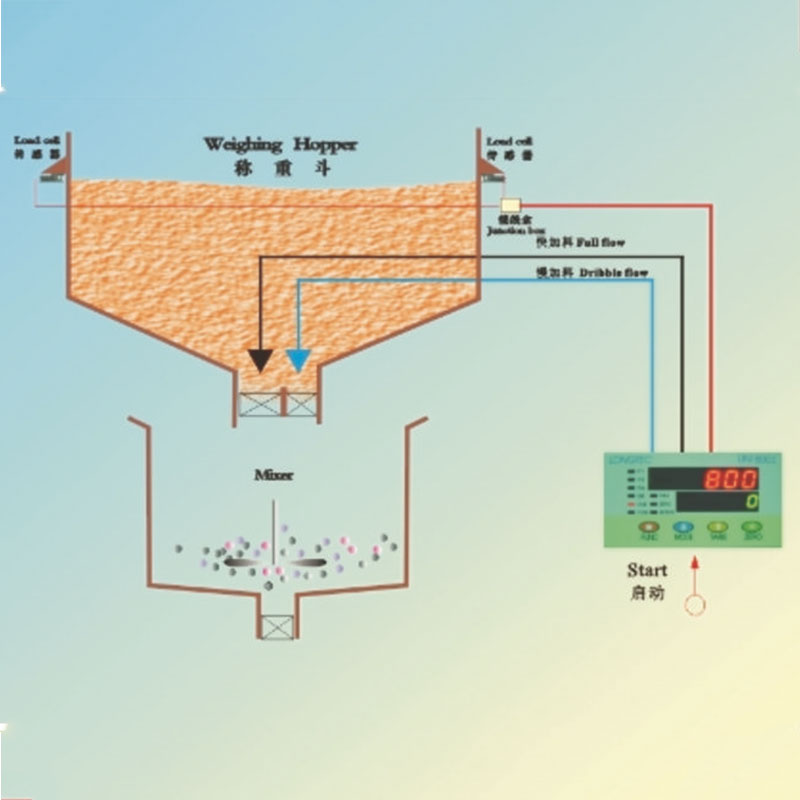
 Система дозирования на ленточных весах
Система дозирования на ленточных весах -
 Робот-уборщик AUTOMAN MAN-PSIII типа
Робот-уборщик AUTOMAN MAN-PSIII типа -
 Центральная система управления и большой светодиодный экран
Центральная система управления и большой светодиодный экран -
 Робот-уборщик AUTO MAN-JSI тип
Робот-уборщик AUTO MAN-JSI тип
Связанный поиск
Связанный поиск- Высококачественные производители количественных упаковочных машин
- Производители программного обеспечения для платформ удаленного сбора данных
- Поставщики модулей плк из китая
- Завод преобразователей давления 1.4
- Установки для однобарабанных упаковочных весов
- Контрольно-измерительные приборы для дозирования
- Централизованная система управления автоматизацией завода
- Производитель электрических распределительных коробок в китае
- Производители ленточных весов
- Программное обеспечение центрального пульта управления (ЦПУ)