





Контроллер весового ленточного дозатора
Если честно, до сих пор встречаю инженеров, которые путают контроллер весового ленточного дозатора с простым PLC-модулем. Это не просто 'коробка с кнопками', а скорее дирижёр всего процесса дозирования. Помню, на одном из цементных заводов под Челябинском пытались заменить наш контроллер на универсальный программируемый реле – результат был плачевен: сырьё шло рывками, а ремень постоянно проскальзывал. Именно тогда стало ясно, что специфика работы с сыпучими материалами требует особого подхода к автоматизации.
Почему стандартные решения не работают
Взять хотя бы историю с тем же цементным заводом. Их технологи настаивали, что современные ПЛК справятся с любой задачей. Но когда начались реальные испытания, выяснилось, что стандартные модули не успевают обрабатывать сигнал с тензодатчиков при резком изменении нагрузки. Пришлось объяснять, что контроллер весового ленточного дозатора должен иметь специализированные алгоритмы компенсации инерции – то, что в обычной автоматике просто не предусмотрено.
Особенно проблемными оказались моменты запуска и остановки конвейера. Без предварительного расчёта динамических характеристик материала дозатор либо перегружался, либо сыпал мимо. Пришлось разрабатывать калибровочные процедуры под каждый тип материала – от песка до цементного клинкера. Кстати, именно тогда мы начали сотрудничать с инженерами из ООО Чэнду Жундэ Электромеханическое Оборудование – их подход к калибровке оказался наиболее практичным.
Ещё один нюанс – работа в условиях вибрации. Обычные контроллеры часто дают сбой из-за механических помех, тогда как специализированные устройства имеют фильтры, адаптированные именно под характеристики ленточных конвейеров. Это как раз тот случай, когда экономия на оборудовании приводит к постоянным корректировкам и перенастройкам.
Особенности настройки под разные материалы
С углём, например, вообще отдельная история. Его сыпучесть сильно меняется в зависимости от влажности, а значит, и алгоритм дозирования должен быть адаптивным. Мы долго экспериментировали с разными методами компенсации, пока не остановились на комбинированном подходе: предварительная калибровка плюс постоянная коррекция по фактическому расходу.
С минеральными удобрениями ещё сложнее – они имеют свойство слёживаться. Приходится учитывать не только текущие показания весов, но и историю работы дозатора за предыдущие часы. Иногда помогает установка дополнительных вибраторов, но это уже требует изменения конструкции всего узла.
Интересный случай был на комбикормовом заводе в Воронежской области. Там пришлось учитывать изменение плотности смеси в реальном времени – стандартные табличные значения не работали. Разработали алгоритм автоматической подстройки, который теперь используем во всех подобных проектах. Кстати, на сайте https://www.cdroad.ru есть технические заметки по этому поводу – рекомендую ознакомиться.
Типичные ошибки при монтаже
Самая распространённая – неправильная установка тензодатчиков. Их нужно ставить строго по расчётной схеме, иначе возникают паразитные напряжения, которые контроллер интерпретирует как изменение нагрузки. Видел случаи, когда монтажники 'для надёжности' зажимали датчики дополнительными гайками – результат был предсказуемо печальным.
Ещё момент – заземление. Казалось бы, элементарная вещь, но сколько проблем из-за него возникает! На одном из предприятий цех стоял на скальном грунте, пришлось прокладывать отдельный контур заземления конкретно для весовой системы. Без этого показания прыгали в пределах 5-7% даже при стабильной работе конвейера.
Недавно столкнулся с курьёзным случаем на пищевом производстве: техники для 'удобства обслуживания' протянули кабель управления вдоль силового кабеля двигателя. Естественно, наводки полностью искажали сигнал. Пришлось перекладывать всю трассу с соблюдением нормативных расстояний.
Программные нюансы
Многие недооценивают важность интерфейса оператора. Сделать его интуитивно понятным – это полдела. Важнее предусмотреть все возможные аварийные ситуации. Например, что делать при обрыве связи с датчиком скорости? Или как вести себя при резком падении напряжения? Эти сценарии должны быть прописаны в логике контроллера, а не в инструкции для оператора.
Работа с протоколами обмена – отдельная тема. MODBUS RTU казался универсальным решением, пока не столкнулись с реализацией в разных системах АСУ ТП. Теперь всегда заранее тестируем совместимость, особенно с устаревшим оборудованием. В некоторых случаях приходится разрабатывать шлюзы для преобразования данных.
Обновление ПО – больной вопрос для многих предприятий. Видел системы, которые работают на софте десятилетней давности просто потому, что персонал боится что-то менять. Здесь важно предусмотреть возможность отката к предыдущей версии и иметь детальные протоколы тестирования после каждого обновления.
Практические кейсы и решения
На металлургическом комбинате в Липецке столкнулись с необходимостью дозирования кокса с точностью до 0,5%. Стандартные решения не подходили – слишком большая нагрузка и высокая абразивность материала. Совместно со специалистами ООО Чэнду Жундэ Электромеханическое Оборудование разработали усиленную конструкцию с дополнительными опорными роликами и системой активного подавления вибраций.
Интересная задача была на заводе строительных смесей: нужно было обеспечить попеременное дозирование нескольких компонентов с одного конвейера. Пришлось модифицировать стандартный контроллер, добавив функцию быстрого переключения между рецептурами. Решение оказалось настолько удачным, что теперь предлагаем его как опцию для всех наших систем.
Самый сложный проект – фасовка катализаторов для нефтепереработки. Требовалась точность до 10 грамм при общей массе порции 2 кг. Пришлось полностью пересмотреть принцип калибровки и ввести поправки на температуру и влажность. Зато теперь этот опыт используем в других прецизионных применениях.
Перспективы развития технологии
Сейчас активно экспериментируем с беспроводными тензодатчиками. Пока есть проблемы с помехоустойчивостью, но в отдельных применениях это решение уже показывает хорошие результаты. Особенно там, где сложно проложить кабельные трассы или нужна быстрая переналадка системы.
Искусственный интеллект – модная тема, но пока рано говорить о его широком применении в дозировании. Хотя отдельные элементы машинного обучения уже используем для прогнозирования износа ленты и своевременного предупреждения о необходимости обслуживания.
Интеграция с системами верхнего уровня – вот что действительно важно. Современный контроллер весового ленточного дозатора должен не просто выполнять свою функцию, но и предоставлять данные для анализа эффективности всего технологического процесса. Именно над этим сейчас работаем вместе с партнёрами, включая команду из ООО Чэнду Жундэ Электромеханическое Оборудование.
Если подводить итог, то главное – понимать, что успешная автоматизация дозирования требует комплексного подхода. Нельзя просто купить 'самый продвинутый' контроллер и надеяться на чудо. Нужно учитывать особенности материала, условия эксплуатации и квалификацию персонала. И да – всегда оставлять запас по точности, потому что в реальных условиях идеальных параметров не бывает.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
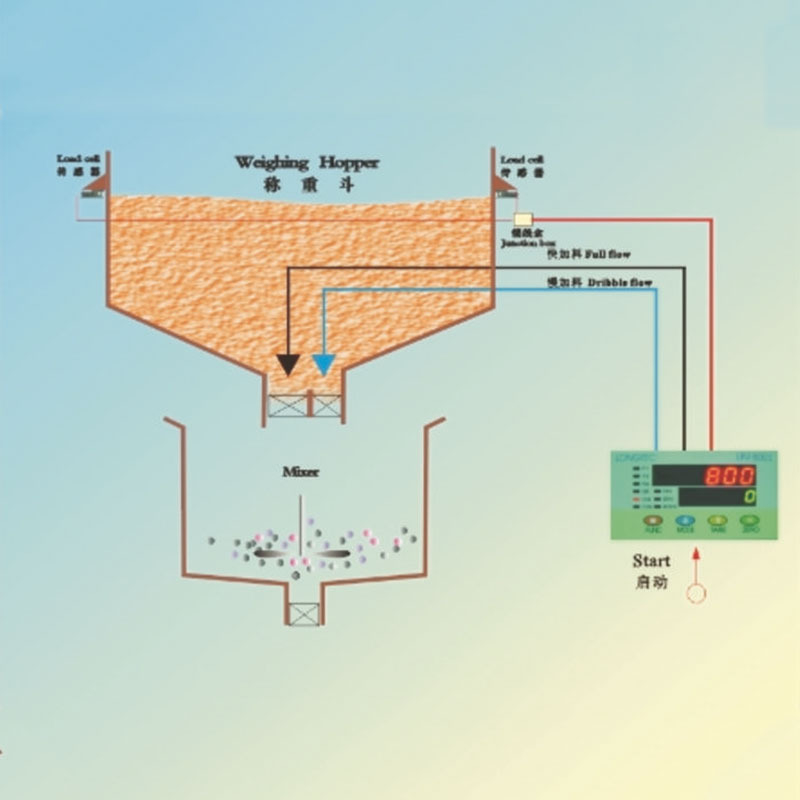
 Измеритель уровня жидкости
Измеритель уровня жидкости -
 Тип GCS шкаф для распределения питания с фиксированным интервалом
Тип GCS шкаф для распределения питания с фиксированным интервалом -
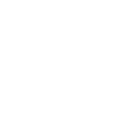
 Невесомые весы, различные разновидности пропорциональной системы распределения управления
Невесомые весы, различные разновидности пропорциональной системы распределения управления -
 Клапан
Клапан -
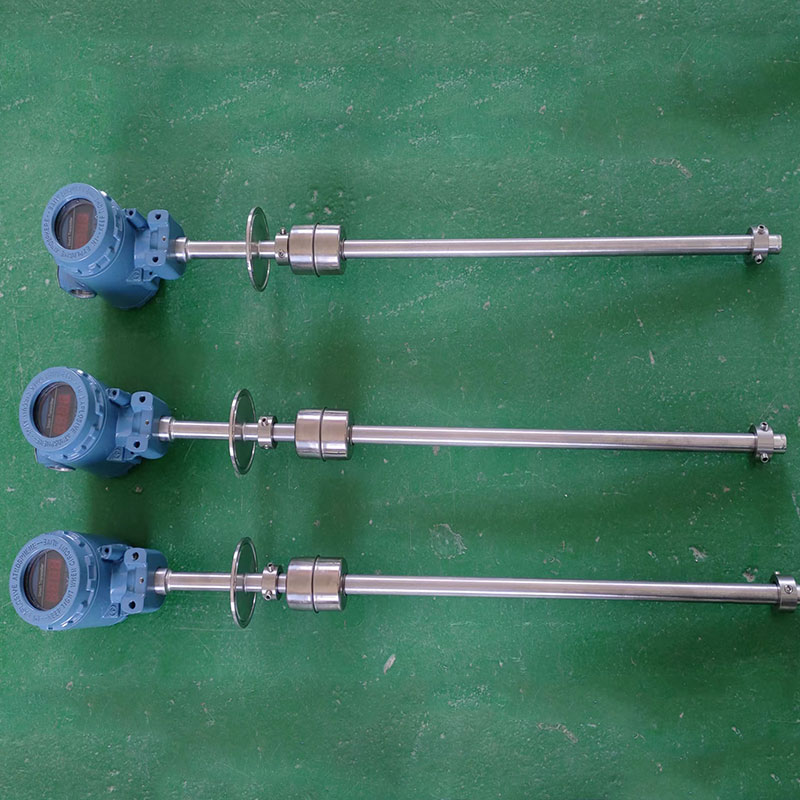
 Одномасштабная многосортная система дозирования
Одномасштабная многосортная система дозирования -
 Робот-уборщик AUTO MAN-PSIV типа
Робот-уборщик AUTO MAN-PSIV типа -
 Центральная система управления автоматизацией производства
Центральная система управления автоматизацией производства -
 Манометр
Манометр -
 Измеритель для контроля взвешивания
Измеритель для контроля взвешивания -
 Робот-уборщик AUTOMAN MAN-PSIII типа
Робот-уборщик AUTOMAN MAN-PSIII типа -
 Весы для упаковки в тонны
Весы для упаковки в тонны -
 Робот-уборщик AUTO MAN-PSI типа
Робот-уборщик AUTO MAN-PSI типа
Связанный поиск
Связанный поиск- Программное обеспечение для связи
- Температурный преобразователь в моноблочном исполнении
- Высококачественные манометры для измерения
- Производство манометров
- Поставщики которые купили машина для упаковки порошка
- Завод системы управления iot
- Китайский производитель тонны упаковочные весы
- Основной покупатель плк siemens
- Купить преобразователь давления овен
- Ленточный весовой дозатор