





Весовой терминал
Когда слышишь 'весовой терминал', первое что приходит на ум — бездушная железка с цифрами на экране. А ведь это нервный узел всего технологического процесса, где каждая мелочь вроде вибрации транспортера или влажности воздуха может обнулить все расчеты.
От датчика до протокола: что ломается на практике
Взять хотя бы историю с элеватором в Новосибирске — там весовой терминал выдавал погрешность в 0.5% при норме 0.1%. Месяц искали причину, а оказалось — кабель датчика проходил рядом с силовым щитом. После экранирования проблема исчезла, но кто об этом пишет в инструкциях?
Особенно капризны многоточечные калибровки. Помню, на комбинате в Казани пришлось трижды перезаписывать коэффициенты для тензодатчиков — первый раз не учли температурную компенсацию, второй раз сбились нули из-за вибрации. Только на третий раз получили стабильные показания.
С протоколами передачи данных вообще отдельная история. Modbus TCP вроде бы стандарт, но у каждого производителя свои 'фишки' в реализации. Как-то раз на объекте ООО Чэнду Жундэ Электромеханическое Оборудование пришлось перепрошивать контроллер из-за несовместимости с системой учета — неделю потратили на расшифровку логов.
Подводные камни интеграции
Современные весовые терминалы редко работают изолированно. При интеграции с SCADA-системами часто вылезают проблемы синхронизации времени — расхождение даже в 2-3 секунды может исказить суточную статистику.
Особенно сложно с legacy-оборудованием. На одном из заводов Урала до сих пор работают терминалы 2008 года выпуска, которые 'не понимают' современных стандартов шифрования. Пришлось городить промежуточный шлюз с преобразованием протоколов.
Кстати, про ООО Чэнду Жундэ Электромеханическое Оборудование — их решения для автоматизации взвешивания как раз учитывают такие нюансы. В последнем проекте видел их терминал с dual-stack архитектурой, который одинаково хорошо работает и со старым Modbus RTU, и с OPC UA.
Тонкости калибровки в полевых условиях
Калибровка — это не просто поверка гирями. На химическом производстве в Дзержинске столкнулись с интересным эффектом: при взвешивании реактивов показания плавали в зависимости от скорости загрузки. Оказалось — электростатические помехи влияют на датчики.
В пищевой промышленности свои сложности. На кондитерской фабрике под Москвой весовой терминал постоянно 'врал' на 2-3% при взвешивании муки. Проблема решилась только после установки антистатических фильтров на пневмопроводы.
Важный момент — верификация калибровки. Часто забывают, что после поверки нужно провести тестовые взвешивания в рабочих режимах. Как-то пропустили этот этап на элеваторе — потом месяц разбирались с расхождениями в учете.
Программные ловушки и человеческий фактор
Современные терминалы — это по сути мини-компьютеры. И как у любого компьютера, тут есть свои 'глюки'. Например, переполнение буфера при интенсивном потоке данных — случается редко, но метко. На лакокрасочном заводе из-за этого потеряли суточную статистику по 20 тоннам продукции.
Интерфейсы — отдельная головная боль. Слишком сложное меню настройки приводит к ошибкам операторов. Видел как на мясокомбинате из-за неправильно выбранного профиля взвешивания испортили партию фарша — пересолили по расчетам автоматики.
Кстати, в решениях от ООО Чэнду Жундэ Электромеханическое Оборудование понравилась логика блокировки критических настроек — нужно вводить инженерный пароль для изменения калибровочных коэффициентов. Мелочь, а предотвращает массу ошибок.
Перспективы и боль производителей
Сейчас все говорят про IIoT и облачные технологии, но на практике внедрение упирается в базовые вещи. Например, в стабильность каналов связи — на том же элеваторе в Новосибирске из-за перебоев с интернетом облачная аналитика работала с перерывами.
Еще одна проблема — кибербезопасность. Недавно на одном из заводов была попытка взлома весового терминала через уязвимости в устаревшей версии ПО. Хорошо, сработала система разграничения доступа.
Из интересных новинок — у ООО Чэнду Жундэ Электромеханическое Оборудование в дорожной карте есть разработка терминалов с предиктивной аналитикой. Если верить техзаданию, система будет предсказывать необходимость калибровки по косвенным признакам вроде дрейфа нуля или изменения дисперсии показаний.
Выводы которые нигде не прочитаешь
Главный урок за 15 лет работы — весовой терминал нельзя выбирать только по техническим характеристикам. Нужно смотреть на ремонтопригодность, доступность запчастей и качество техподдержки. Дорогой немецкий терминал может простаивать месяц в ожидании платы, а китайский аналог — чиниться за день.
Еще важно учитывать 'наследственность' — если на предприятии уже работают системы определенного производителя, менять их стоит только при серьезных преимуществах. Миграция данных и переобучение персонала часто съедают всю экономию.
И да — никогда не верьте заводским тестам точности. Реальная погрешность всегда выше заявленной, особенно при вибрациях и перепадах температур. Проверяйте в своих условиях, с вашими материалами и вашими операторами.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
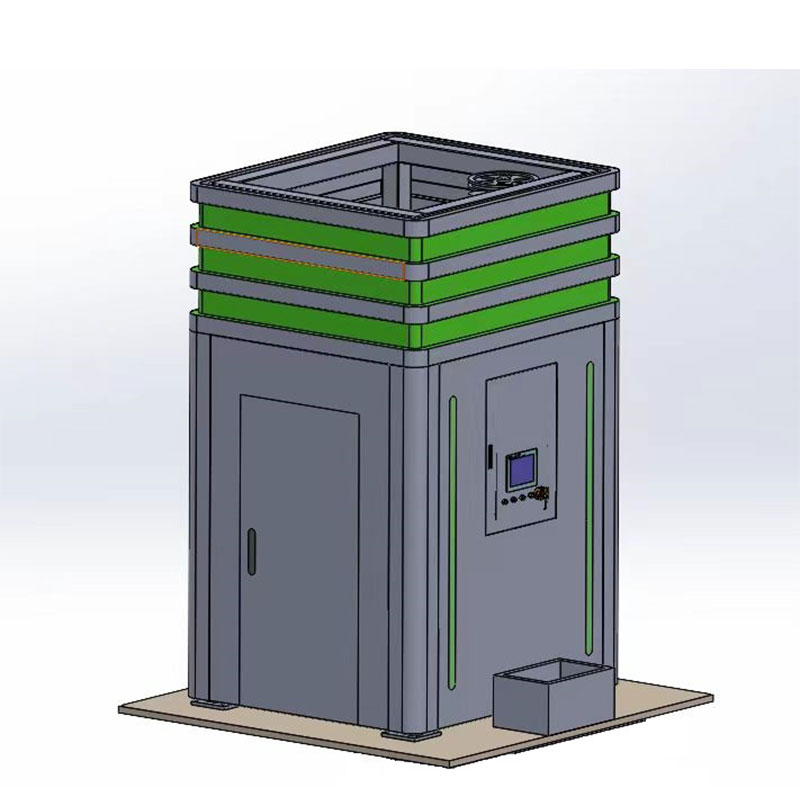
 Система дозирования в невесомых весах
Система дозирования в невесомых весах -
 Робот-уборщик AUTO MAN-PSIV типа
Робот-уборщик AUTO MAN-PSIV типа -
 Система точного дозирования лекарственных средств типа GPS-FT-I (порошкообразных)
Система точного дозирования лекарственных средств типа GPS-FT-I (порошкообразных) -
 Тензодатчик
Тензодатчик -
 Робот-уборщик AUTO MAN-JSI тип
Робот-уборщик AUTO MAN-JSI тип -
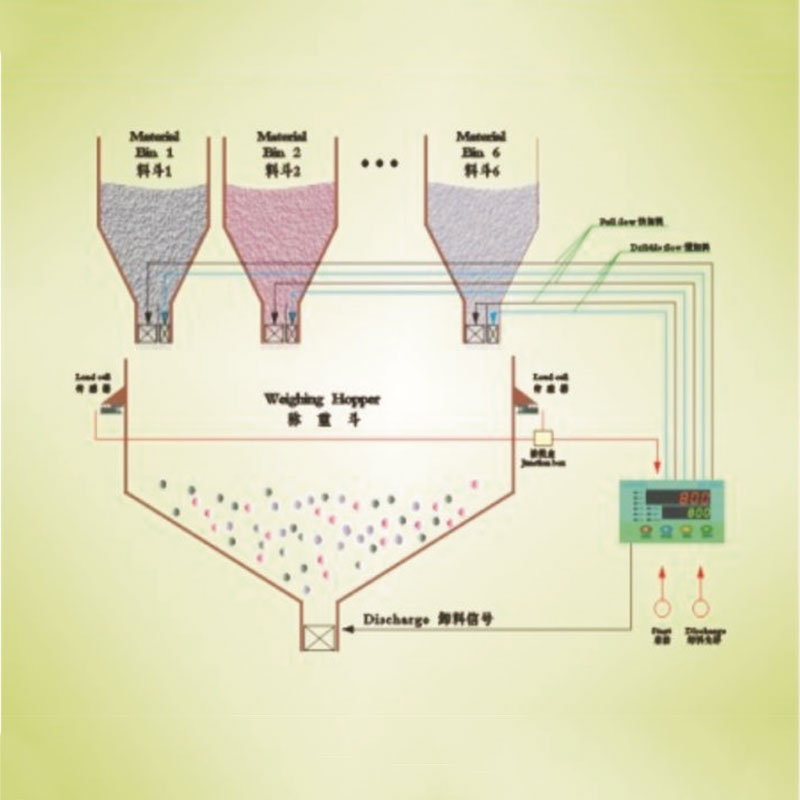
 Система дозирования на ленточных весах
Система дозирования на ленточных весах -
 Распределительный шкаф ИБП распределительная коробка
Распределительный шкаф ИБП распределительная коробка -
 Центральная система управления и большой светодиодный экран
Центральная система управления и большой светодиодный экран -
 Робот-уборщик AUTO MAN-PSI типа
Робот-уборщик AUTO MAN-PSI типа -
 Измеритель температуры
Измеритель температуры -
 Единая система дозирования для уменьшения накипи
Единая система дозирования для уменьшения накипи -
 Центральная система управления автоматизацией производства
Центральная система управления автоматизацией производства
Связанный поиск
Связанный поиск- Поставщики измерительных распределительных коробок из китая
- Купить весы для фасовки муки
- Завод измерителя уровня жидкости
- Цена центральной системы управления
- Ведущий покупатель весов с потерей веса
- Китайский производитель задвижек с электроприводом
- Производители распределительных коробок для счетчиков
- ПО АСУ ТП станций водоподготовки
- Основные страны-покупатели ленточных весов
- Поставщики манометров для измерения давления