





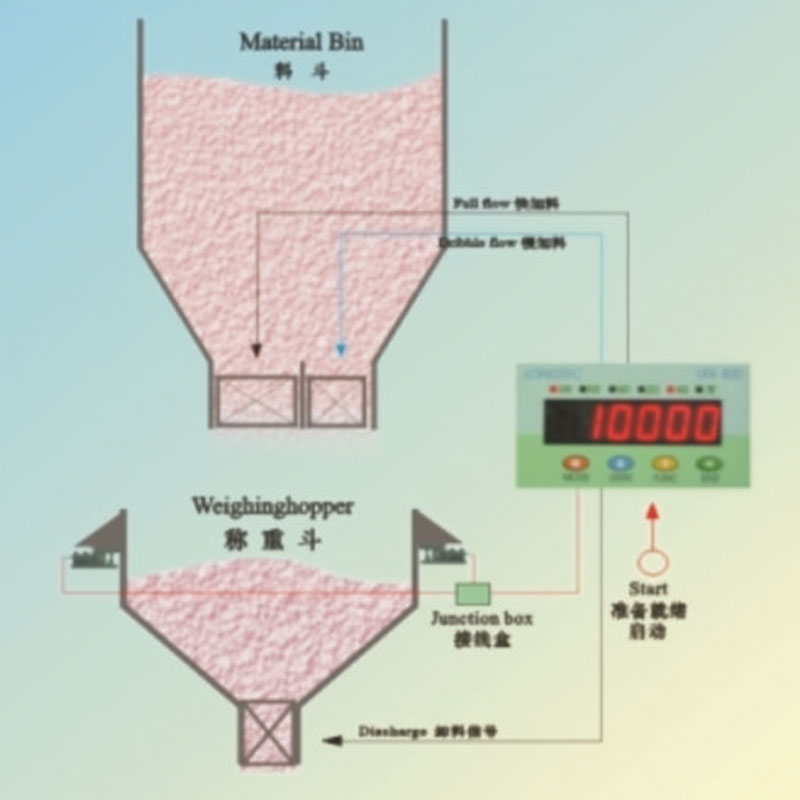
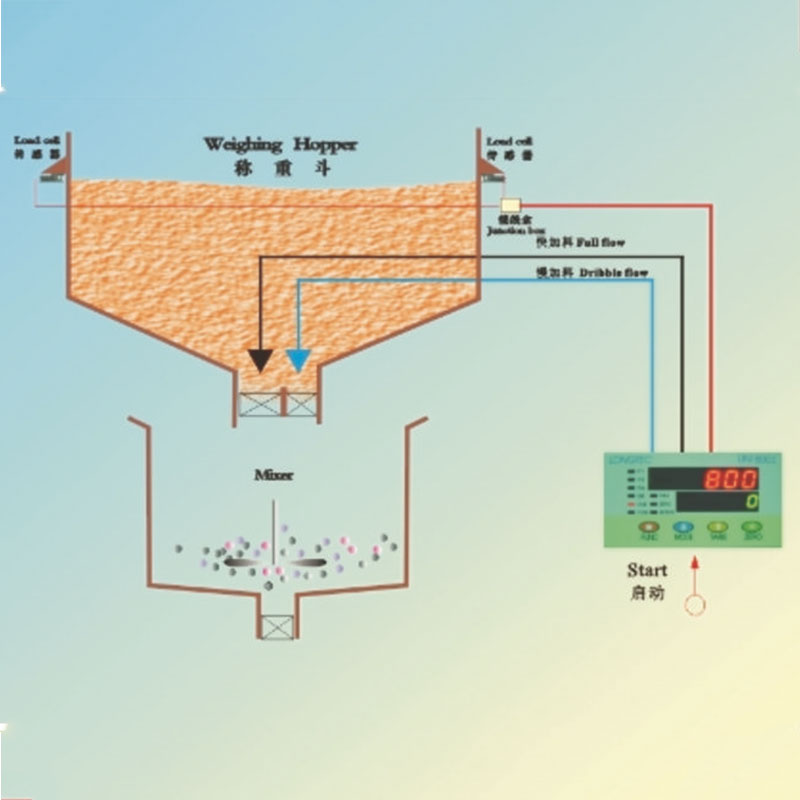
Весовой контроллер
Когда слышишь 'весовой контроллер', первое, что приходит в голову — это какая-то стандартная коробка с кнопками, которая просто показывает цифры. Но на деле это сложная система, где каждая деталь влияет на точность. Многие ошибочно думают, что главное — это сам датчик, а контроллер — так, дополнение. На практике же именно от контроллера зависит, насколько стабильно будет работать вся система, особенно в условиях вибрации или перепадов температур.
Основные ошибки при выборе контроллера
Часто заказчики экономят на контроллере, думая, что это не критично. Вспоминаю случай на комбинате в Подмосковье: поставили дешёвый китайский аналог, а через месяц начались сбои — то показания прыгают, то тара не сбрасывается. Оказалось, проблема в нестабильном АЦП и слабой защите от помех. Пришлось переделывать всё с нуля, теряя время и деньги.
Ещё один момент — интерфейсы. Казалось бы, всё просто: RS-485 или Ethernet. Но если в цеху есть мощное оборудование, наводки могут 'забивать' сигнал. Приходится дополнительно ставить гальваническую развязку, а это не всегда учитывают при проектировании. Кстати, у ООО Чэнду Жундэ Электромеханическое Оборудование в этом плане интересные решения — они используют адаптивные алгоритмы фильтрации сигнала, что снижает зависимость от внешних помех.
Важно не забывать и о программном обеспечении. Некоторые контроллеры требуют сложной настройки через ПК, а другие — только через панель управления. Для оператора на производстве это может стать проблемой. Я всегда советую тестировать ПО до покупки, чтобы понять, насколько оно интуитивно.
Особенности интеграции в существующие системы
Когда внедряешь весовой контроллер в уже работающую линию, часто сталкиваешься с несовместимостью протоколов. Например, старые советские весы могут иметь аналоговый выход, а новый контроллер — только цифровой. Тут либо ставить преобразователи, либо менять датчики. Оба варианта не идеальны — первый добавляет точек отказа, второй удорожает проект.
На одном из заводов по переработке полимеров мы столкнулись с тем, что контроллер не 'видел' данные от датчиков из-за разницы в скорости опроса. Пришлось вручную корректировать временные задержки в конфигурации. Это заняло почти два дня, но зато система заработала стабильно.
Интересный опыт был с продукцией ООО Чэнду Жундэ Электромеханическое Оборудование — их контроллеры поддерживают модульность, что позволяет постепенно модернизировать систему без остановки производства. Например, можно начать с базового блока, а потом добавить платы расширения для подключения дополнительных датчиков или интерфейсов.
Проблемы калибровки и поверки
Калибровка — это отдельная головная боль. Многие думают, что раз настроил один раз, то забыл. Но на практике дрейф нуля случается даже у дорогих моделей, особенно если есть температурные колебания. Я всегда рекомендую проводить периодическую калибровку не реже раза в квартал, а в агрессивных средах — чаще.
Однажды на хлебозаводе контроллер начал 'врать' на 2-3% из-за повышенной влажности. Оказалось, что встроенный датчик температуры не успевал адаптироваться к изменениям микроклимата. Решили проблему, установив внешний выносной датчик с отдельным модулем ввода.
С поверкой тоже не всё просто. Если контроллер не внесён в госреестр СИ, его нельзя использовать в коммерческом учёте. Это частая ошибка при импорте оборудования — технически устройство рабочее, но юридически непригодно для, скажем, фасовки товара. У ООО Чэнду Жундэ Электромеханическое Оборудование часть моделей имеет необходимые сертификаты, что упрощает внедрение в регулируемых отраслях.
Эксплуатация в нестандартных условиях
Взрывозащищённые исполнения — это отдельная тема. Казалось бы, маркировка есть, и всё должно работать. Но на нефтебазе под Самарой столкнулись с тем, что корпус контроллера не выдерживал длительного воздействия паров бензина — появились микротрещины. Пришлось заказывать дополнительную защиту из химически стойких материалов.
Вибрация — ещё один враг точности. На дробильных установках обычные контроллеры быстро выходят из строя. Тут важно не только крепление, но и алгоритмы усреднения показаний. Иногда приходится жертвовать скоростью отклика ради стабильности.
Из интересного: в системах водоснабжения, где тоже применяются весовые контроллеры (например, для дозирования реагентов), критична защита от конденсата. В подземных колодцах перепады температуры приводят к образованию влаги внутри корпуса. Решение — либо герметичные исполнения, либо регулярная продувка сжатым воздухом.
Перспективы развития технологий
Сейчас всё чаще говорят о IIoT и облачных системах. Но на практике переход сложнее, чем кажется. Например, передача данных по Wi-Fi в цеху с металлоконструкциями — та ещё задача. Приходится использовать проводные решения или специализированные промышленные протоколы типа PROFINET.
Интересно, что ООО Чэнду Жундэ Электромеханическое Оборудование в своих новых разработках делает упор на совместимость с отечественными системами АСУ ТП. Это важно для предприятий, которые не готовы полностью менять инфраструктуру.
Лично я считаю, что будущее за гибридными системами, где весовой контроллер не просто собирает данные, но и частично их обрабатывает, снижая нагрузку на центральный сервер. Например, уже есть модели с встроенной логикой для простейших сценариев — скажем, автоматической коррекции дозировки при изменении плотности материала.
В целом, несмотря на все сложности, грамотно подобранный и настроенный контроллер — это не просто 'счётчик', а полноценный узел системы, от которого зависит и точность, и надёжность всего производства. Главное — не экономить на мелочах и всегда тестировать оборудование в реальных условиях до запуска в эксплуатацию.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Робот-уборщик AUTO MAN-JSI тип
Робот-уборщик AUTO MAN-JSI тип -
 Робот-уборщик AUTOMAN MAN-PSIII типа
Робот-уборщик AUTOMAN MAN-PSIII типа -
 Робот-уборщик AUTOMAN MAN-JSIII типа
Робот-уборщик AUTOMAN MAN-JSIII типа -
 Расходомер
Расходомер -
 Тензодатчик
Тензодатчик -
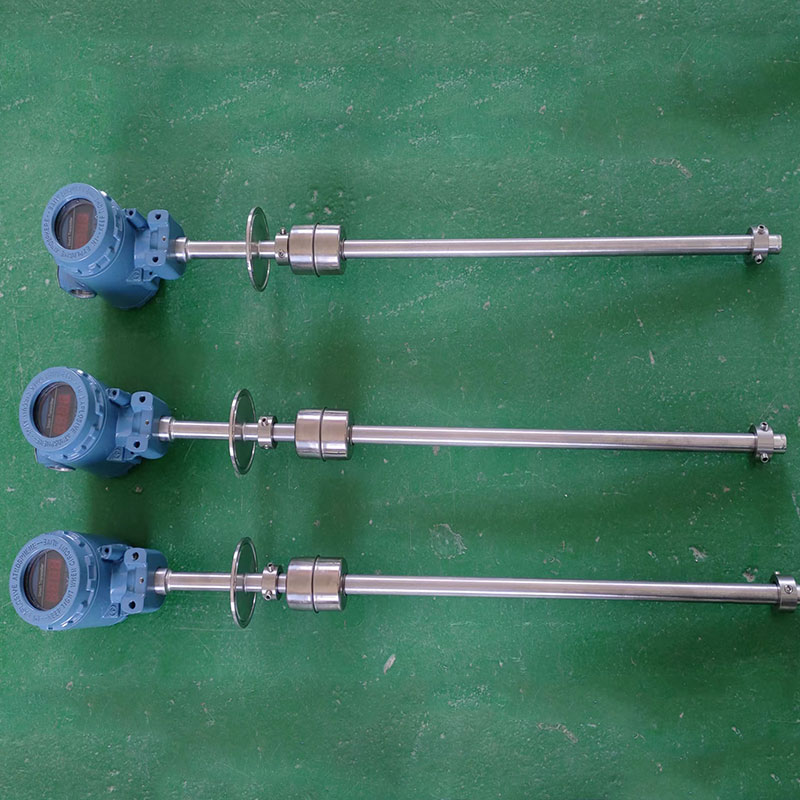 Измеритель уровня жидкости
Измеритель уровня жидкости -
 Единая система дозирования для уменьшения накипи
Единая система дозирования для уменьшения накипи -
 Шкаф управления ПЛК
Шкаф управления ПЛК -
 Весы для упаковки в тонны
Весы для упаковки в тонны -
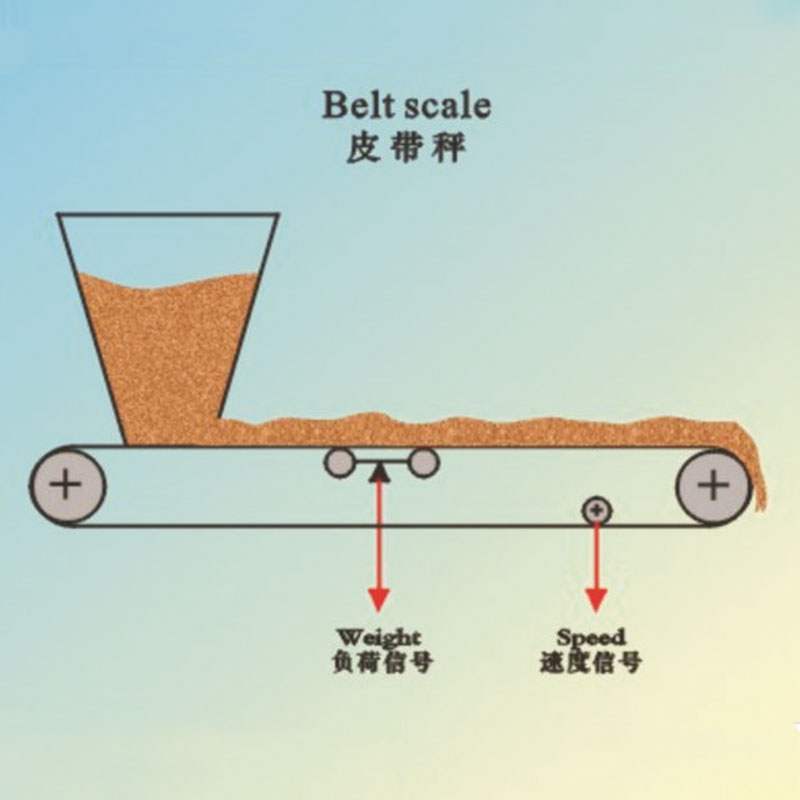 Система дозирования на ленточных весах
Система дозирования на ленточных весах -
 Робот-уборщик AUTO MAN-PSIV типа
Робот-уборщик AUTO MAN-PSIV типа -
 Робот-уборщик AUTO MAN-PSII типа
Робот-уборщик AUTO MAN-PSII типа
Связанный поиск
Связанный поиск- Ведущий покупатель систем контроллеров автоматизации
- Шкаф частотного преобразователя
- Цены на системы удаленного сбора данных
- Купить производителя распределительных коробок тип 36
- Поставщики систем дозирования из китая
- Цена на s-образные тензодатчики
- Цены на ленточные дозировочные весы
- Производители ленточных весов в китае
- Купить оборудование упаковочная машина
- Купить sdv i преобразователь давления